

Manufactura industrial
máquina CNC

Lista de códigos Fanuc 31i G para programadores de maquinistas cnc que trabajan en centros de mecanizado cnc con controles Fanuc 30i 31i 32i cnc. Controles CNC Fanuc La siguiente lista de códigos g también se aplica a los siguientes controles cnc. Fanuc Serie 30i/300i/300is-MODELO A Fanuc Serie

El Denford Mirac PC es un versátil centro de torneado de banco CNC de 2 ejes, ideal para todos los niveles de educación y capacitación técnica.Aquí hay una lista completa de los códigos G y M del torno CNC Denford Mirac PC. Torno CNC Denford Mirac PC Lista de códigos G de PC de Mirac Código G Func

Okuma M203 es una de las funciones de reducción del tiempo de funcionamiento.Nota: Utilice M203 con cuidado. Comando de desbloqueo de torreta Okuma M203 El CN simultáneamente libera la torreta y provoca el desplazamiento del eje al recibir el comando M203.El comando M203 es efectivo solo cuando se
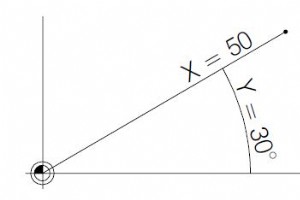
G15 Interpolación de coordenadas polares finales Interpolación de coordenadas polares finales G15 Programación G15 G16 Iniciar interpolación de coordenadas polares G16 Iniciar interpolación de coordenadas polares Programación G16 Los puntos entre G16 y G15 se pueden definir mediante coordenadas p
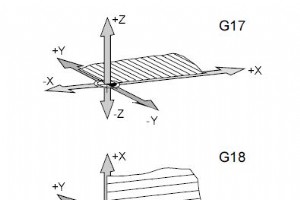
Selección de plano Fanuc G17 G18 G19 Con G17 G18 G19 se definirá el plano en el que se puede realizar la interpolación circular y la interpolación de coordenadas polares y en el que se calculará la compensación del radio de la herramienta.En el eje vertical al plano activo se calculará la compensac
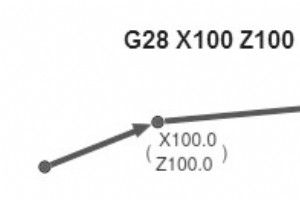
Punto de referencia de aproximación Fanuc G28 Con G28 se alcanza el punto de referencia a través de una posición intermedia (X, Y, Z). Primero es el movimiento a X, Y y Z, luego se aproximará al punto de referencia. ¡Ambos movimientos ocurren con G00! Se eliminará el turno G92. Programación N...
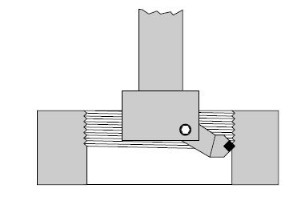
Corte de hilo Fanuc G33 Con una herramienta de ajuste (cabezal de mandrinar o refrentado) se pueden cortar roscas. Notas El interruptor de anulación de avance y husillo no está activo mientras G33 (100%). Programación N... G33 Z... F.. Parámetros Parámetro Descripción F Paso de rosca [mm] Z Pr

G43 Compensación de longitud de herramienta positiva Con G43 se puede llamar un valor del registro de compensación (OFFSET) y agregarlo a la longitud de la herramienta.Este valor se agregará a todos los siguientes movimientos Z (con plano XY activo – G17) en el programa. Programación N... G43 H..
Enviar por:Programador CNC Resumen Redondeo y biselado de esquinas de HaasPara chaflanes, se utiliza C con la longitud del chaflán indicado.Para radios a,R con el tamaño del radio indicado.El bloque de biselado o redondeo de esquinas puede insertarse entre dos bloques lineales o G01. Estos dos bloq

Perforación estándar ECS G81 El ciclo Data Entry se activa, en modo MDI y Edit, a través de esta secuencia de teclas: Programación G81 <ENT=..> <RAP=..> <RAL=..> Parámetros Parámetro Descripción ENT Cotización de profundidad alcanzada en el feed de trabajo RAP Cotización alcanz
ECS G81/3 – Perforación de 3 Capas Con este ciclo es posible taladrar agujeros definiendo dos zonas donde la broca avanzará con avances diferentes (normalmente inferiores) al programado con la instrucción F…. El ciclo Entrada de Datos se activa, en los modos MDI y Edición, a través de esta secuenc
ECS G82 Taladrado con Dwell para rotura de viruta La única diferencia entre este ciclo y el taladrado estándar G81 es el tiempo de permanencia que realiza la broca después de alcanzar la cota de profundidad (ENT) para romper la viruta. El ciclo Data Entry se activa, en los modos MDI y Edit, a trav
ECS G83 Perforación profunda con compensación Este ciclo se utiliza normalmente para taladrar agujeros profundos. El primer taladro la broca alcanzará la cotización definida con el parámetro INI . Después volverá en rápido al RAP cotizar. La próxima vez avanzará el bit de la entidad dada por (INI +
ECS G83/r Taladrado profundo con Dwell para rotura de viruta Las diferencias entre este ciclo y la perforación profunda G83 son: Al final de cada paso de perforación se ejecuta una pausa de TIM segundo para romper el chip. Al final de la permanencia, la broca no se mueve rápidamente al RAP cita pe
ECS G84 Roscado Este ciclo se utiliza para roscar cuando el husillo de la Fresadora no está equipado con un transductor de posición. En este caso se sugiere utilizar también un grifo con compensador mecánico. También es necesario verificar que: Avance programado [mm/min] =Velocidad programada [rpm
Ciclo de mandrinado ECS G85 La única diferencia entre este ciclo y el Taladrado Estándar G81 es que la herramienta vuelve a RAL la cotización se realiza en el feed de trabajo, entre ENT y RAP , y en rápido (G00 ) de RAP a RAL . El ciclo Data Entry se activa, en los modos MDI y Edit, a través de es
Ciclo de mandrinado ECS G86 con tope de husillo La única diferencia entre este ciclo y el Taladrado Estándar G81 es que el husillo, llegó al ENT la cotización se detiene Se reiniciará solo cuando la herramienta alcance en rápido el RAL cotización. El ciclo Data Entry se activa, en los modos MDI y
ECS G87 Mandrinado con ciclo de retracción Este ciclo se diferencia del “Mandrinado con Tope de Husillo” G86 porque en este caso, cuando la herramienta llega al ENT citando, el husillo no solo se detiene, sino que se orienta en una posición determinada (a través de la Función M19), se desacopla con
ECS G89 Mandrinado con ciclo de espera Este ciclo difiere del ciclo de mandrinado estándar G85 y permite programar un tiempo de permanencia (TIM seg) entre la llegada al ENT cita, al inicio del movimiento, hecho en el feed de trabajo, para llegar al RAP cotización. El ciclo Data Entry se activa, e

Comando Osai Serie 10 SSL se utiliza con G96 para establecer las rpm máximas que el eje puede ejecutar durante CSS. Programación SSL=value Parámetros Parámetro Descripción valor Es un valor que se puede programar directamente con un número decimal o indirectamente con un parámetro E. Ejemplos
máquina CNC

¿A qué se debe prestar atención en las piezas de aluminio personalizadas?

Cómo superar los desafíos de fabricación en un mundo cambiante mediante enfoques creativos y colaborativos de automatización

Gracias a Dios que es lunes:¿realmente la automatización puede hacer que volvamos a amar nuestro trabajo?

Por qué los equipos de expertos ofrecen una precisión superior en el mecanizado CNC

