Manufactura industrial
máquina CNC
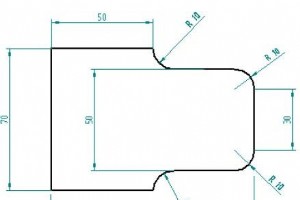
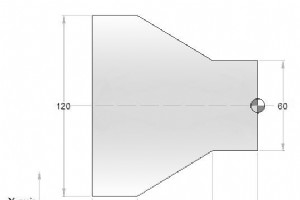
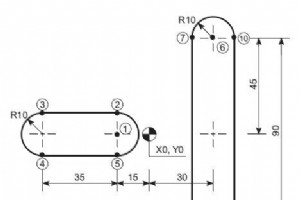
Enviar por:Brian Resumen Un ejemplo de programa de torno cnc básico y fácil de entender para mecanizar Arc Radius con G02 G03 G-Codes Dibujo/Imagen Programa CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N40 G00 X10
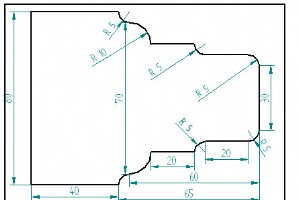
Enviar por:Brian Resumen Código de ejemplo de programa de torno CNC para mecanizar múltiples radios de arco en un componente. Dibujo/Imagen Programa CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N4

Sherline CNC G Codes M Codes lista completa para maquinistas cnc que trabajan en torno/fresadora cnc Sherline. Más información sobre CNC Sherline Explicación de las piezas principales del torno CNC Sherline Explicación de las piezas principales del molino CNC Sherline Códigos Sherline G Código

Piezas de torno cnc Sherline y sus funciones. Más información sobre CNC Sherline Códigos Sherline G Códigos M Explicación de las piezas principales del molino CNC Sherline Piezas principales del torno CNC Sherline
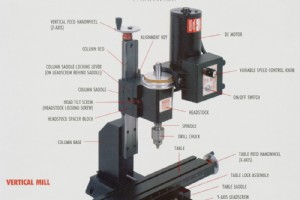
Piezas de fresado cnc Sherline (VMC) y sus funciones. Más información sobre CNC Sherline Códigos Sherline G Códigos M Explicación de las piezas principales del torno CNC Sherline Piezas principales del molino CNC Sherline

Componentes y conexiones del sistema CNC Sherline. Componentes del sistema 1) Volante manual de 1-5/8″2) Motor paso a paso del eje Z3) Montaje del motor paso a paso4) Fresadora vertical Sherline con accesorios estándar (se muestra la fresadora modelo 2000)5) CD de instalación de respaldo de Linux

Este artículo trata sobre el comando de programa STOPRE Sinumerik 840D. Siemens Sinumerik 840D es un control cnc avanzado. Una de las capacidades del control CNC Sinumerik 840D es que Sinumerik 840D Pre-Process Comandos de programa de pieza antes de ejecutar ellos. En palabras simples, Sinumeri

Debido a algunas razones, una de las barras de mandrinar en una máquina de torno cnc se dañó por completo, así que simplemente reemplacé la barra de mandrinar dañada por una nueva, aquí voy a narrar toda la historia del reemplazo de la herramienta. Eltro Piloto M Reemplacé la barra perforadora en u

Listas completas de Códigos G Códigos M para Sodick Wire EDM con controles CNC Mark 25 Mark 21. Lista de Códigos G Código G Descripción G00 Movimiento rápido (aparece como una línea de puntos en los gráficos) G01 Movimiento de corte en línea recta G02 Movimiento de corte circular:en el sentido
Enviar por:Vikram Resumen Ejemplo de programa CNC para máquinas CNC Sodick Wire Cutting EDM con controles CNC Mark 21 / Mark 25. Dibujo/Imagen Programa CNC N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT CUTTING CONDIT
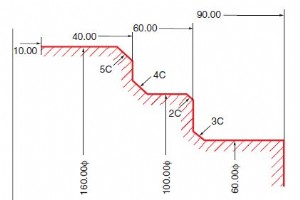
Achaflanado en C Okuma G75 Okuma G75 G Code se utiliza para biselar un borde afilado. G75 solo es efectivo en el modo G01. G75 no es modal y está activo solo en el bloque comandado. Programación Okuma G75 G75 X Z L Parámetros Parámetro Descripción X, Z Coordenadas del punto de intersección. L T
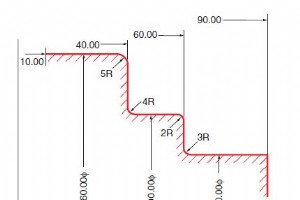
Redondeo Okuma G76 Okuma G76 G Code se utiliza para redondear el borde afilado. G76 solo es efectivo en el modo G01. G76 no es modal y está activo solo en el bloque comandado. Programación Okuma G76 G76 X Z L Parámetros Parámetro Descripción X, Z Coordenadas del punto de intersección L Radio de

Lista de códigos M de Anilam 4200T para programadores de maquinistas cnc que trabajan en máquinas de torneado CNC con controles CNC Anilam 4200T. ¿Qué es el código M (función miscelánea) Códigos M (Misceláneos) Realiza funciones misceláneas (M) tales como avance/retroceso/apagado del husillo y en
Ejemplo de programa de torno CNC GSK 980 TDc que ilustra cómo usar el ciclo de torneado G90,En este ejemplo de programa CNC, el ciclo de torneado G90 se usa dos veces,el primer ciclo G90 se usa para ajuste rectoluego el ciclo G90 se utiliza para torneado cónico. Ciclo de Torneado G90 GSK 980 TDc CNC
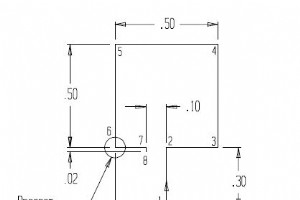
Pon a prueba tus habilidades de programación cnc ingresando los valores de coordenadas correctos para el dibujo dado. Prueba de habilidades de programación CNC 1 Tu puntuación: Total :Correcto :Incorrecto :Porcentaje : Respuestas correctas Punto X Y 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15
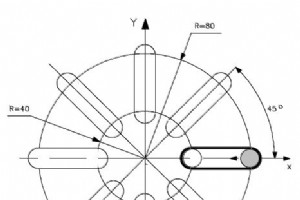
Este ejemplo de programa CNC de la serie 10 de Osai muestra cómo usar la rotación plana (ROT) con repetición (RPT) y programación paramétrica. Ejemplo de programa CNC de la serie Osai 10 (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E25)N153
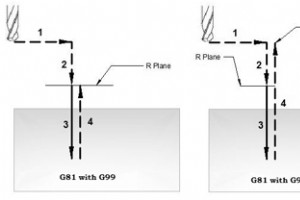
El ciclo de taladrado NCT G81 se utiliza para operaciones simples de taladrado/punteado. Programación G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. Parámetros Las siguientes definiciones de la tabla X,Y,Z funcionarán para el plano G17,
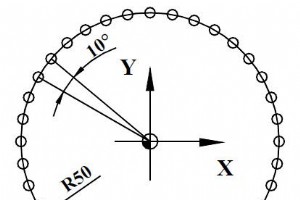
Ejemplo de programa NCT para mostrar cómo se puede usar el ciclo de perforación G81 para perforar en un círculo usando los comandos de coordenadas polares G15 G16 y el ciclo de perforación G81. Códigos G Código G Función G15 cancelación de comando de coordenadas polares G16 comando de coordenadas
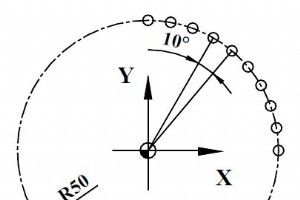
Ejemplo de programa NCT para mostrar cómo perforar una parte de un círculo con el ciclo de perforación G81 y los comandos de coordenadas polares G15 G16. Códigos G Código G Función G15 cancelación de comando de coordenadas polares G16 comando de coordenadas polares G81 ciclo de taladrado y mandri

Sistema Mazak / Lista de códigos de error de alarmas de unidad para MAZATROL MATRIX, etc. Para otras listas de alarmas de Mazak, visite las siguientes páginas. Error de unidad/sistema Mazak (n.º 1 - n.º 99, n.º 1000 - n.º 1099) Error de control de la máquina CNC Mazak (No. 100 - No. 199, No. 110
máquina CNC