


Biselado en C Okuma G75
Achaflanado en C Okuma G75
Okuma G75 G Code se utiliza para biselar un borde afilado.
- G75 solo es efectivo en el modo G01.
- G75 no es modal y está activo solo en el bloque comandado.
Programación Okuma G75
G75 X Z L
Parámetros
| Parámetro | Descripción |
|---|---|
| X, Z | Coordenadas del punto de intersección. |
| L | Tamaño de la cara biselada. El signo está determinado por la dirección del movimiento del eje; “+” cuando el eje Z (eje X) se mueve en la dirección positiva después del movimiento del eje X (eje Z). "-" cuando el eje Z (eje X) se mueve en la dirección negativa después del movimiento del eje X (eje Z). |
Programa de ejemplo Okuma G75
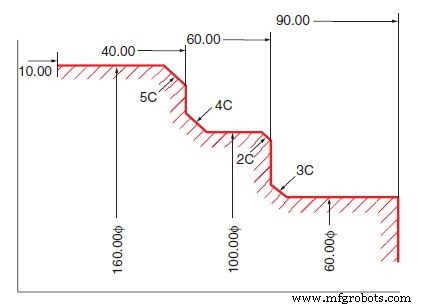
: : N101 G01 X60 Z92 F0.1 N102 G75 Z60 F0.05 L3 N103 G75 X100 L-2 N104 G75 Z40 L4 N105 G75 X160 L-5 N106 Z10 : :
Chaflanado automático en cualquier ángulo
Si se requiere un biselado en bordes que tienen un ángulo distinto de 90°, la función de biselado automático se puede utilizar para programar el biselado fácilmente.
Programa de ejemplo
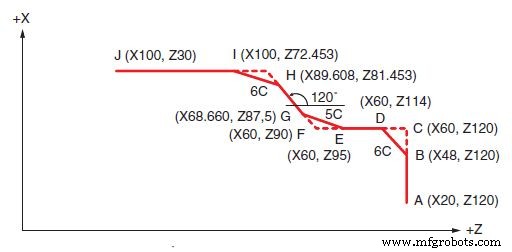
: : N100 G00 X20 Z120 N110 G75 G01 X60 L6 F0.1 N120 G75 Z90 L5 N130 G75 A120 X100 L6 N140 Z30 : :
máquina CNC
- para doblar chapa con una plegadora
- ips para elegir el servicio de reparación de CNC adecuado
- Lista de verificación de mantenimiento ventajoso para máquinas CNC
- BDE amplía sus capacidades de mecanizado con Okuma MB 5000
- Okuma America presenta el torno CNC de última generación
- Okuma lanza programación conversacional en máquinas seleccionadas
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Ciclo de ranurado CNC Fanuc G75
- Fanuc G75 ciclo de ranurado formato de una línea
- Ejemplo de programación CNC de ranurado de ciclo fijo G75
- Códigos G y M de Okuma Mill