


Ciclo de mandrinado fino Okuma G76
Ciclo de mandrinado fino Okuma G76
Ciclo de mandrinado fino G76
Programación
G76 X__Y__Z__R__Q__(I__J__) P__F__
Parámetros
| Parámetro | Descripción |
|---|---|
| X,Y | Valores de coordenadas de la posición del agujero |
| Z | Nivel inferior del agujero |
| R | Nivel del punto R |
| P | Cantidad de cambio (consulte la explicación a continuación). |
| Yo, J | Cantidad de cambio (consulte la explicación a continuación). |
| P | Tiempo de permanencia en el fondo del pozo |
| F | Velocidad de avance |
Secuencia de mecanizado
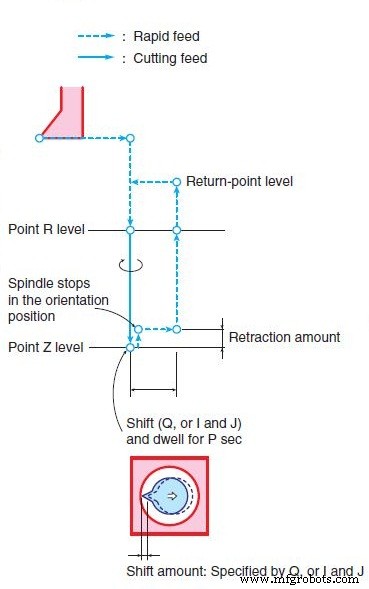
(1) Posicionamiento a lo largo de los ejes X e Y a una velocidad de avance rápida
(2) Posicionamiento al nivel del punto R a una velocidad de avance rápida
(3) Mandrinado al nivel del punto Z en el corte especificado avance con el cabezal girando en sentido de avance
(4) Permanencia en el nivel del punto Z durante P segundos, retrocediendo la cantidad establecida en CAMBIO DE DIRECCIÓN Y EJE EN G76, G87 del parámetro opcional CN (CICLO FIJO), luego tope del husillo en la posición de orientación. Después de eso, la herramienta se desplaza la cantidad de desplazamiento, Q, en la dirección en que la broca de la herramienta se aleja de la superficie interna de la pieza de trabajo mecanizada.
(5) Regreso al nivel del punto de retorno a una velocidad de avance rápida
( 6) La herramienta retrocede en la dirección de la broca en la cantidad de cambio, Q, luego el husillo comienza a girar en el sentido de las agujas del reloj.
Detalles
Cantidad de retracción en el nivel del punto Z
La cantidad de retracción del eje Z hacia arriba desde el nivel del punto Z se establece en CAMBIO DE DIRECCIÓN Y EJE EN G76, G87 del parámetro opcional NC (CICLO FIJO).
Cantidad de cambio
un . Q se usa para especificar la cantidad de cambio si el eje del ciclo se fija como el eje Z mediante la configuración en DIRECCIÓN DE CAMBIO Y EJE EN G76, G87 del parámetro opcional NC (CICLO FIJO). El valor establecido debe ser siempre positivo. La dirección para el movimiento de desplazamiento, +X, -X, +Y o -Y, debe establecerse mediante un parámetro de antemano. Tenga en cuenta que un valor Q es un dato modal y la dirección Q también se usa en los ciclos G73 y G83. Un valor Q tiene prioridad sobre los valores I y J.
b . I y J se usan para especificar la cantidad de cambio cuando el plano se selecciona usando G17, G18 o G19. A continuación se muestra la relación entre el plano que selecciona el código G y las direcciones a utilizar.
G17 I, J
G18 K, I
G19 J, K
Para direcciones I, J y K, todos los valores se establecen como valores incrementales. La dirección de cambio siempre se define en el sistema de coordenadas de la máquina.
c . Si la cantidad de cambio no se especifica mediante Q, o I y J, se produce una alarma.
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Roscado cónico con ciclo de roscado Fanuc G76
- Control del ángulo de entrada de roscado con el ciclo de roscado Fanuc G76
- Ciclo de roscado Fanuc G76 para principiantes
- Subprocesos de inicio múltiple con ciclo de subprocesos Fanuc G76
- Ejemplo de programación CNC de ciclo de rosca G76
- Mach3 Turn G76 Ciclo fijo de roscado
- ECS G89 Mandrinado con ciclo de permanencia
- ECS G87 Mandrinado con ciclo de retracción
- Mandrinado ECS G86 con ciclo de parada de husillo
- Ciclo de perforación ECS G85