


Perforación NCT G81, ciclo de mandrinado por puntos
El ciclo de taladrado NCT G81 se utiliza para operaciones simples de taladrado/punteado.
Programación
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
Parámetros
Las siguientes definiciones de la tabla X,Y,Z funcionarán para el plano G17, para otros planos cambiarán como para
G18 plano Z X será la posición del orificio e Y será el eje de perforación
G19 plano Y Z será la posición del orificio y X será el eje de perforación
| Parámetro | Descripción |
|---|---|
| X | Posición del agujero en el eje x. |
| Y | Posición del agujero en el eje y. |
| Z | Profundidad, la herramienta se desplazará con avance hasta la profundidad Z a partir del plano R. |
| R | Posición del plano R. |
| L | Número de repeticiones de ciclo (si es necesario) . |
| F | Velocidad de avance. |
Operaciones
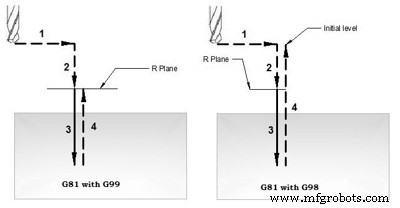
Las operaciones del ciclo G81 son
- Posicionamiento de marcha rápida en el plano seleccionado
- Movimiento de avance rápido hasta el punto R
- Taladrado hasta el punto Z, con avance F
- Retractación
- Si G99, retroceder al punto R, en marcha rápida
- Si G98, retroceso rápido al punto inicial
Ejemplos de programación
Programación de una serie de taladros
La programación de orificios separados 10 mm entre sí con el ciclo de taladrado NCT G81, aquí
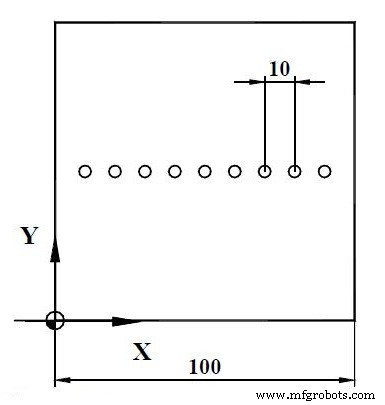
%O7071(7.1) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 Z100 N170 M30 %
Ejemplo de programación de series de orificios
La segunda serie de perforaciones se programa como un nuevo ciclo de perforación, donde el tamaño se especificará nuevamente en incrementos. Dado que ambos ciclos incluirían el orificio central, la segunda serie debe dividirse en la parte inferior y superior.
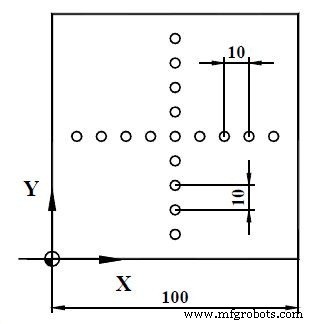
%O7072(7.2) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 X50 Y0 N170 G81 X50 YI10 R2 Z-10 L4 N180 G80 N190 G0 X50 Y50 N200 G81 X50 YI10 R2 Z-10 L4 N210 G80 N220 G0 Z100 N230 M30 %
máquina CNC
- Ciclo de taladrado G81:repetición de taladrado en modo incremental G91 Código de ejemplo
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Ejemplo de programa de ciclo de taladrado CNC G81
- Placa de rejilla de taladrado con ciclo de taladrado G81:programa CNC de muestra
- Repetir taladrado con ciclo de taladrado G81 y programa de ejemplo G91
- G83 Ejemplo de ciclo de taladrado profundo
- Haga su propio ciclo de perforación G81 a través de Fanuc Macro y G66 Modal Call
- Ciclo de perforación ECS G85
- ECS G81/3 – Ciclo de taladrado de 3 capas
- Ciclo de taladrado estándar ECS G81