


ECS G81/3 – Ciclo de taladrado de 3 capas
ECS G81/3 – Perforación de 3 Capas
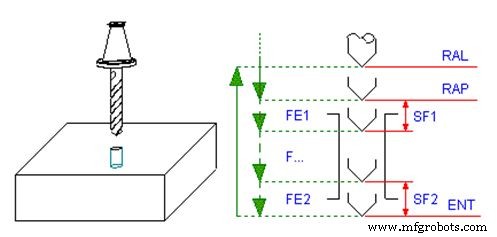
Con este ciclo es posible taladrar agujeros definiendo dos zonas donde la broca avanzará con avances diferentes (normalmente inferiores) al programado con la instrucción F….
El ciclo Entrada de Datos se activa, en los modos MDI y Edición, a través de esta secuencia de teclas:
Programación
G81 <ENT=..> <RAP=..> <RAL=..> <SF1=..> <FE1=..> <SF2=..> <FE2=..>
Parámetros
| Parámetro | Descripción |
|---|---|
| ENT | Cotización de profundidad |
| RAP | Cotización alcanzada en rápido al inicio del ciclo |
| RAL | Cotización alcanzada en rápido al final del ciclo |
| SF1 /SF2 | Comillas usadas para definir las 2 zonas donde el bit cambiará el Feed. |
| FE1 | Avance [mm/min] utilizado en la zona SF1 |
| FE2 | Avance [mm/min] utilizado en la zona SF2 |
máquina CNC
- Ciclo de taladrado G81:repetición de taladrado en modo incremental G91 Código de ejemplo
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Ejemplo de programa de ciclo de taladrado CNC G81
- Haga su propio ciclo de perforación G81 a través de Fanuc Macro y G66 Modal Call
- Ciclo de perforación ECS G85
- Ciclo de roscado ECS G84
- ECS G83/r Taladrado profundo con parada para ciclo de rotura de viruta
- ECS G83 Perforación profunda con ciclo de limpieza
- ECS G82 Taladrado con Dwell para ciclo de rotura de viruta
- Ciclo de taladrado estándar ECS G81