


Ciclo de taladrado G81:repetición de taladrado en modo incremental G91 Código de ejemplo
Este ejemplo de programa cnc explica el uso del ciclo de taladrado G81, pero esta vez la herramienta no está posicionada de la manera habitual (modo de programación absoluto G90), sino que esta vez se usa el modo de programación incremental G91.
Este código de ejemplo de programación también explica el uso del parámetro K del ciclo de taladrado G81 (número de repeticiones), que normalmente no se usa.
G81 Formato de ciclo de perforación
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:Datos de posición del orificio
Z_ :Profundidad Z (la herramienta se desplazará con avance a la profundidad Z comenzando desde el plano R)
R_ :La distancia desde el nivel inicial hasta el punto R
F_ :Avance de corte
K_ :Número de repeticiones (si es necesario)
G81 ciclo de taladrado parámetro K (número de repeticiones). En diferentes controles cnc, este parámetro tiene una letra diferente asignada, como encendido,
- Fanuc usa la letra K para el número de repeticiones.
- Haas CNC usa la letra L para el número de repeticiones.
- Fagor CNC Control utiliza la letra N para el número de repeticiones.
El movimiento incremental en el ciclo fijo suele ser útil como un recuento de bucles, que se puede usar para repetir la operación con un movimiento incremental X o Y entre cada ciclo.
Ciclo CNC G81 Ciclo de Taladrado con Programación Integral G91
Ciclo de perforación G81:repetir la perforación en G91 Código de ejemplo de modo incremental
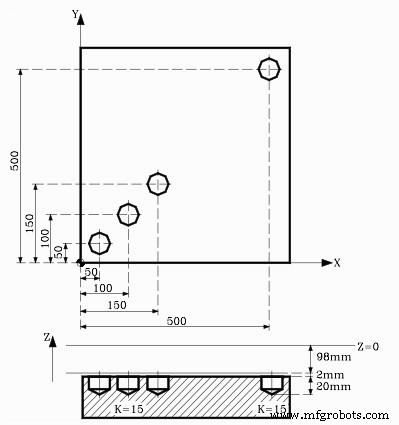
N10 T1 M6 N20 G00 G90 X0 Y0 Z0 N30 S1450 M03 N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350 N50 G98 G90 G00 X500 Y500 N60 G80 N70 G90 X0 Y0 N80 M30
Explicación
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3 significa que el ciclo de taladrado G81 se repetirá tres veces.
El modo incremental G91 hace que la herramienta se mueva cada vez X50 e Y50
Así que el primer hoyo será en X50 Y50
El segundo orificio estará en X100 Y100 porque
X100 =X50(valor anterior) + X50 (incremento)
Y100 =Y50(valor anterior) + Y50 (incremento)
El tercer orificio estará en X150 Y150 porque
X150 =X100(valor anterior) + X50 (incremento)
Y150 =Y100(valor anterior) + Y50 (incremento)
N50 G98 G90 G00 X500 Y500
La posición del cuarto orificio se proporciona con el modo de programación absoluta G90.
El código anterior solo es posible si usa el modo de programación incremental G91 con el ciclo de taladrado G81, pero si intenta usar el modo de programación absoluto G90 con G81 como se indica arriba, verá que la herramienta repetirá el taladrado en la misma posición.
máquina CNC
- Torneado cónico con ciclo de torneado modal G90:código de ejemplo de CNC
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Ejemplo de programa de ciclo de taladrado CNC G81
- Programación de fresado CNC Absoluto Incremental G90 G91 Código de ejemplo
- Placa de rejilla de taladrado con ciclo de taladrado G81:programa CNC de muestra
- Repetir taladrado con ciclo de taladrado G81 y programa de ejemplo G91
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC
- ECS G81/3 – Ciclo de taladrado de 3 capas
- Ciclo de taladrado estándar ECS G81