


Programación NCT Parte del círculo de perforación con G81 G16
Ejemplo de programa NCT para mostrar cómo perforar una parte de un círculo con el ciclo de perforación G81 y los comandos de coordenadas polares G15 G16.
Códigos G
| Código G | Función |
|---|---|
| G15 | cancelación de comando de coordenadas polares |
| G16 | comando de coordenadas polares |
| G81 | ciclo de taladrado y mandrinado |
Ejemplo de programa NCT
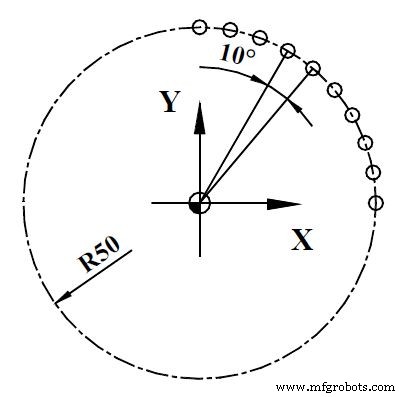
%O7074(7.4) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L10 N160 G80 G15 N170 G0 Z100 N180 M30 %
Sistema Mazak/Códigos de error de alarmas de unidad
Programación NCT Taladrado en Círculo con G81 Ciclo de Taladrado G16 Coordenada Polar
máquina CNC
- Python - Programación de extensiones con C
- Programación de 5 ejes:¿Programación con vectores de herramientas?
- Programación de 5 ejes más fácil con ASR
- Cómo lograr un acabado fenomenal con metalización
- Tutorial de programación CNC de ranurado frontal con ciclo de taladrado profundo G74
- Roscado cónico con G32, un ejemplo de programación CNC
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- Ejemplo de programa de ciclo de taladrado CNC G81
- Programación de chaflanes y radios con código G01 G
- ECS G81/3 – Ciclo de taladrado de 3 capas
- Ciclo de taladrado estándar ECS G81