


Programación de chaflanes y radios con código G01 G
El movimiento lineal programado con G01 G Code se puede vincular al movimiento del siguiente bloque de programa CNC mediante un chaflán (C) o un radio (R).
Relacionado: G01 Chaflán y redondeo de esquinas en un ejemplo de programa CNC
G01 Programación de chaflanes
El chaflán se puede identificar simplemente con la letra C seguida del valor.
N12 ….. N13 G1 X… Z… C… N14 …..
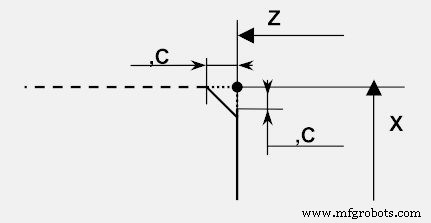
Programación de chaflán G01
Programación de radio G01
El radio se puede identificar simplemente con la letra R seguida del valor.
N12 ….. N13 G1 X… Z… R… N14 …..
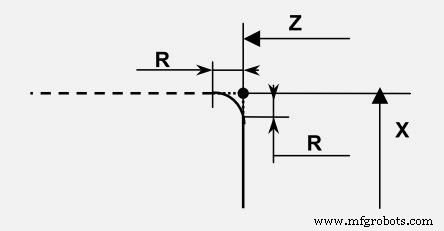
Programación de radio G01
Para ver un ejemplo completo de programación cnc de chaflán y radio con G01, lea el siguiente artículo de programación cnc
G01 Chaflán y redondeo de esquinas en un ejemplo de programa CNC
G01 Chaflán y redondeo de esquinas en un ejemplo de programa CNC
Fabricación:No es solo un trabajo de hombres:ahora las mujeres están en el taller
máquina CNC
- Python - Programación de extensiones con C
- Programación de 5 ejes:¿Programación con vectores de herramientas?
- Programación de 5 ejes más fácil con ASR
- Códigos G y M:comprensión de los lenguajes de programación CNC
- Las diferencias entre el código G y el código M
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Ciclos de programación CNC o ciclos fijos de CNC Ventajas y desventajas
- Principios y aplicaciones de programación CNC
- Programación de ángulo CNC G01
- Conceptos básicos de programación CNC:tutoriales con código de programa de ejemplo
- Rellene el espacio en blanco Ejercicio de programación CNC Torneado exterior con radio