


Ejemplo de programa CNC de la serie Osai 10
Este ejemplo de programa CNC de la serie 10 de Osai muestra cómo usar la rotación plana (ROT) con repetición (RPT) y programación paramétrica.
Ejemplo de programa CNC de la serie Osai 10
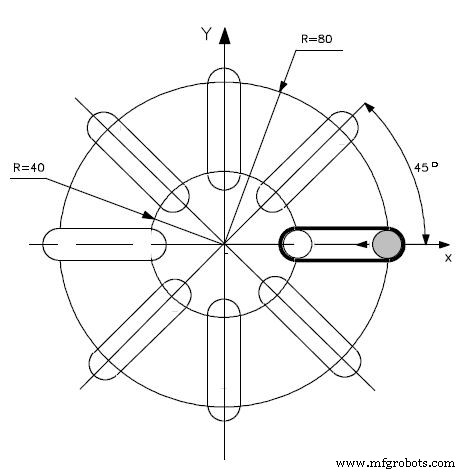
(UGS, X, -100, 100, Y, -100, 100) N148 (DIS, " ...") N149 S1500 T5.5 M6 N150 E25 =0 N151 (RPT, 8) N152 ( ROT, E25) N153 G X40 Y M3 N154 Z0 N155 G29 G1 Z-10 F150 N156 X80 F200 N157 Z-18 F150 N158 X40 N159 G Z0 N160 E25 =E25 + 45 N161 (ERP) N162 (ROT, 0)
Perforación NCT G81, ciclo de mandrinado por puntos
Prueba Prueba de habilidades de programación CNC 1
máquina CNC
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Ejemplo de programa CNC de Fanuc
- Ejemplo de programa de ciclo de taladrado CNC G81
- Programa de ejemplo CNC de ciclo de refrentado Fanuc G94
- Fresado de ranuras en un ejemplo de programa CNC de muestra
- Programa CNC de ejemplo de ciclo de roscado G84
- Ejemplo de programación de fresado Siemens Sinumerik
- Ejemplo de programa de controlador de corte por plasma CNC de Quincunx
- Fresado de arco usando G2 I &J Ejemplo de programa CNC
- Ejemplo de programa de fresado de cajeras CNC:fresado por picoteo
- Ejemplo completo de programa CNC conversacional de Heidenhain