


Ciclo de roscado rígido Sinumerik CYCLE84
Sinumerik CYCLE84 Ciclo de roscado rígido
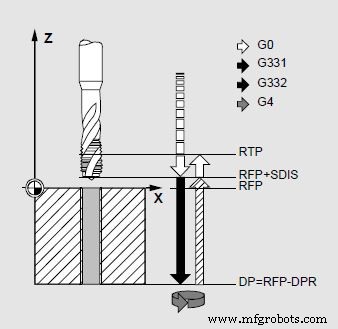
CYCLE84 produce agujeros roscados sin usar un portamachos flotante.
CYCLE84 solo se puede aplicar si el husillo designado para taladrar es capaz de trabajar en el modo de husillo con control de posición.
Programación
CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1)
Parámetros
| Parámetro | Descripción |
|---|---|
| RTP | Plano de retorno (absoluto) |
| Solicitud de propuestas | Plano de referencia (absoluto) |
| SDIS | Distancia de seguridad (entrar sin señalizar) |
| DP | Profundidad de perforación final/profundidad de orificio alargado/profundidad de ranura/profundidad de cavidad (absoluta) |
| RPD | Profundidad de taladrado final/profundidad de agujero alargado/profundidad de ranura/profundidad de cavidad en relación con el plano de referencia (ingresar sin signo) |
| DTB | Tiempo de permanencia en la profundidad de perforación final (rotura de viruta) |
| SDAC | Sentido de giro tras final de ciclo Valores:3, 4 o 5 |
| MPIT | Paso de rosca como tamaño de rosca:3 (para M3) … 48 (para M48) |
| PIT | Paso de rosca; valores:0,001 … 2000,000 mm |
| POSICIÓN | Posición del cabezal para parada de cabezal orientada en ciclo (en grados) |
| SST | Velocidad para tocar |
| SST1 | Velocidad de retorno |
máquina CNC
- Siemens Sinumerik 840D Ciclo de roscado CYCLE97
- Roscado rígido en Sinumerik 840D/810D con G331 G332
- Sinumerik 840D CYCLE81 Programación del ciclo de centrado de taladrado
- Ciclo de roscado y picoteo rígido Fanuc G84
- G74 Ciclo de roscado izquierdo o ciclo de roscado inverso
- Programa CNC de ejemplo de ciclo de roscado G84
- Siemens Sinumerik G63 Roscado con toma flotante
- G81 Ciclo de taladrado G84 Ciclo de roscado Ejemplo de programa CNC
- Ejemplo de programa de ciclo de empotrar Sinumerik L93
- Ciclo de empotrar Sinumerik L93 – Sinumerik 810/820 T
- Ciclo de roscado ECS G84