


Siemens Sinumerik 840D Ciclo de roscado CYCLE97
Con el ciclo de tallado de roscas Sinumerik 840D CYCLE97, se pueden mecanizar roscas exteriores e interiores cilíndricas y cónicas con paso constante en mecanizado longitudinal o frontal. El hilo puede ser único o múltiple. Con varias roscas, las vueltas de rosca individuales se mecanizan una tras otra.
La alimentación es automática. Puede seleccionar una penetración constante por corte o una sección transversal constante
de corte.
La rosca a la derecha o a la izquierda está determinada por la dirección de rotación del husillo que
debe programarse antes del inicio del ciclo.
Ni el avance ni el override del cabezal tienen ningún efecto en los bloques de recorrido de rosca. La anulación del husillo no debe cambiarse durante el mecanizado de roscas.
Formato Sinumerik CYCLE97
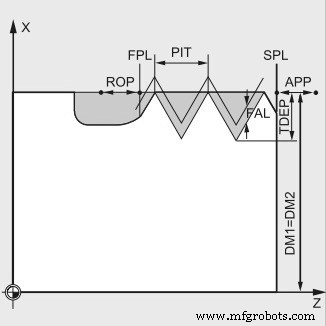
CYCLE97 (PIT, MPIT, SPL, FPL, DM1, DM2, APLICACIÓN, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Explicación de los parámetros de Sinumerik CYCLE97
Ciclo de corte de roscas Siemens Sinumerik 840D CYCLE97
PIT (paso de rosca)
Paso de rosca como valor (ingresar sin signo). El paso de rosca es un valor paralelo al eje y se especifica sin signo.
MPIT (paso de rosca como tamaño de rosca)
Paso de rosca como tamaño de rosca. Para producir roscas cilíndricas métricas, también es posible especificar el inicio de la rosca como un tamaño de rosca a través de
parámetro MPIT (M3 a M60)
SPL (punto de inicio del hilo longitudinal)
Punto de inicio de rosca en el eje longitudinal
FPL (punto final del hilo longitudinal)
Punto final de rosca en el eje longitudinal
DM1 (diámetro de inicio de rosca)
Diámetro del hilo en el punto inicial
DM2 (diámetro del extremo del hilo)
Diámetro del hilo en el punto final
APP (ruta de ejecución)
Ruta de entrada (ingresar sin firmar)
ROP (ruta de salida)
Ruta de salida (ingresar sin firmar)
TDEP (profundidad de rosca)
Profundidad del hilo (ingresar sin signo)
FAL (Asignación de acabado)
Sobremedida para acabados (entrar sin firmar). La crece de acabado FAL se elimina después del desbaste en un solo paso.
IANG (ángulo de entrada)
Ángulo de penetración (“+” para penetración en flanco en el flanco) (“–” para penetración en flanco alterna)
Si desea alimentar en ángulo recto a la dirección de corte en el hilo, el valor de este parámetro debe ser establecido en cero .
En otras palabras, el parámetro también se puede omitir de la lista de parámetros, ya que en este caso, se carga automáticamente con cero por defecto.
Si desea alimentar por los flancos , el valor absoluto de este parámetro puede ascender como máximo a la mitad del ángulo de flanco de la herramienta.
NSP (compensación del punto de partida)
Desplazamiento del punto inicial para el primer giro de hilo (ingresar sin signo). Con este parámetro se puede programar el valor angular que define el punto del primer corte del primer inicio de rosca sobre la circunferencia de la pieza torneada. Este es un desplazamiento del punto de partida.
El parámetro puede asumir valores entre 0,0001 y +359,9999 grados.
Si no se especifica un desplazamiento del punto de inicio o si se omite el parámetro de la lista de parámetros, el primer giro del hilo comienza automáticamente en la marca de cero grados.
NRC (Número de cortes de desbaste)
Número de cortes de desbaste (ingresar sin signo)
NID (Número de cortes inactivos)
Número de pases inactivos (ingrese sin signo)
VARI (Tipo de mecanizado)
Definición del tipo de mecanizado para la rosca (1 … 4)
Con el parámetro VARI se define si el mecanizado ha de ser interior o exterior .
Con qué tecnología se mecanizará la penetración durante el desbaste.
El parámetro VARI puede asumir valores entre 1 y 4 con el siguiente significado:
1 = Penetración constante externa
2 = Penetración constante interna
3 = Sección transversal de corte constante externa
4 = Sección transversal de corte constante interna
NUMT (Número de vueltas de hilo)
Número de vueltas de hilo (ingresar sin signo).
Especifique el número de inicios de subprocesos para un subproceso múltiple con el parámetro NUMT.
Para una rosca de una sola vuelta , el parámetro debe tener asignado cero o se puede eliminar por completo en la lista de parámetros.
Las vueltas de hilo se distribuyen por igual sobre la circunferencia de la parte torneada;
el primer giro de hilo está determinado por el parámetro NSP.
_VRT (Distancia de Retracción)
Distancia de retracción variable en función del diámetro inicial, incremental (ingresar sin signo).
Cuando _VRT =0 (parámetro no programado) , el camino de retracción es 1 mm .
La ruta de retracción siempre se mide según el sistema de unidades programado, pulgadas o métricas.
máquina CNC
- Sugerencias para nombrar las variables del sistema Sinumerik 840D
- Programación CNC Sinumerik 840D
- Introducción al panel de operador Sinumerik 840D
- Ejemplo de programación CNC de ciclo de rosca G76
- Roscado externo con ciclo de roscado G76 en Fanuc 21i 18i 16i CNC
- Sinumerik 840D CYCLE81 Programación del ciclo de centrado de taladrado
- Siemens Sinumerik 808D Manuales
- Sinumerik 802D sl Roscado CYCLE97 Ejemplo
- Ciclo de taladrado Sinumerik 840D CYCLE81 Código de ejemplo de programación CNC
- Ejemplo de programa de ciclo de empotrar Sinumerik L93
- ¿Qué es el comando RET de Siemens Sinumerik