


Sinumerik 840D CYCLE81 Programación del ciclo de centrado de taladrado
Para los maquinistas CNC que trabajan en controles cnc Siemens Sinumerik 840D (y relacionados), aquí hay un breve artículo sobre el ciclo de taladrado Sinumerik 840D CYCLE81 (ciclo de centrado).
Aquí hay un ejemplo de programación CNC Sinumerik 840D Ciclo de perforación CYCLE81 Código de ejemplo de programación CNC
Sin duda, los ciclos de taladrado son uno de los ciclos más utilizados en los talleres de máquinas cnc.
Para los maquinistas de cnc que trabajan con controles cnc de Fanuc y Haas, existe un ciclo de taladrado G81 equivalente que se lee Ciclo fijo de taladrado G81 - Programación de fresado CNC.
Sinumerik CYCLE81 Formato de ciclo de centrado de taladrado
Sinumerik 840D CYCLE81
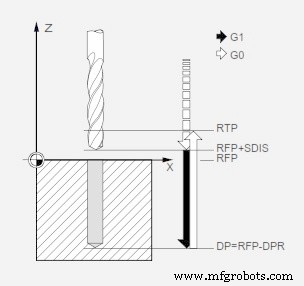
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP :plano de retorno o plano de retracción (absoluto)
RFP :plano de referencia (absoluto)
SDIS:distancia de seguridad (ingrese sin signo)
DP :profundidad de perforación final (absoluta)
DPR:profundidad de perforación final en relación con el plano de referencia (ingresar sin signo)
Con CYCLE81, la herramienta taladra con la velocidad de giro y el avance programados hasta la
profundidad de taladrado final especificada.
Como muestra la figura anterior
1:la broca alcanzará rápidamente el punto de inicio (RFP + SDIS).
2:con la velocidad de avance dada, completará la profundidad de perforación final o la profundidad del orificio (DP).
3:después de completar la profundidad, la herramienta se retraerá rápidamente al plano de retorno (RTP)
Cálculo de profundidad de perforación (DP o DPR) para CYCLE81
Aquí hay un punto crucial, la profundidad de perforación final se puede dar de dos maneras
Profundidad absoluta (DP) o relativa a la profundidad del plano de referencia (DPR).
Si utiliza la profundidad de taladrado final (DP) absoluta, entonces este es el valor absoluto desde el punto cero de la pieza de trabajo.
Pero si utiliza la profundidad relativa al plano de referencia (DPR), la profundidad de perforación final se calculará como se indica a continuación
DPR =Distancia desde el plano de referencia (RFP) hasta la profundidad final.
máquina CNC
- Programación de SINUMERIK 840D Uso de bucle WHILE
- Siemens Sinumerik 840D Ciclo de roscado CYCLE97
- Programación CNC Sinumerik 840D
- Tutorial de programación CNC de ranurado frontal con ciclo de taladrado profundo G74
- G83 Ejemplo de ciclo de taladrado profundo
- Ciclo de taladrado Sinumerik 840D CYCLE81 Código de ejemplo de programación CNC
- Ciclo de roscado Sinumerik L97
- Agregar programación de dialecto ISO a SinuTrain para SINUMERIK Operate V4.4 Ed.2
- Siemens Sinumerik CYCLE83 Ciclo de taladrado de agujeros profundos
- Programa de ejemplo Sinumerik CYCLE81 Ciclo de taladrado – Torneado CNC
- CYCLE81 Ciclo de taladrado – Torneado Sinumerik 840D