


Ciclo de taladrado Sinumerik 840D CYCLE81 Código de ejemplo de programación CNC
Código de ejemplo de programación CNC que muestra cómo un maquinista cnc puede usar el ciclo de centrado de taladrado CYCLE81 de Siemens Sinumerik 840D.
El siguiente código de ejemplo muestra diferentes métodos de taladrado con el ciclo de taladrado CYCLE81.
Resumen breve de SINUMERIK CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP:plano de retorno o plano de retracción (absoluto)
RFP:plano de referencia (absoluto)
SDIS:distancia de seguridad (ingrese sin signo)
DP:profundidad de perforación final (absoluta)
DPR:profundidad de perforación final en relación con el plano de referencia (ingresar sin signo)
Para obtener una explicación detallada, lea Sinumerik 840D CYCLE81 Programación del ciclo de centrado de taladrado.
Este código de programación a continuación utiliza ambos métodos para especificar la profundidad de perforación final absoluta (DP) y relativa al plano de referencia (DPR).
Sinumerik 840D Drilling Cycke CYCLE81 Ejemplo de programa
Sinumerik 840D CYCLE81 Ejemplo de programación
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
N10 Velocidad de perforación, dirección y avance, etc.
La herramienta N20 se lleva al punto de inicio en el eje Z.
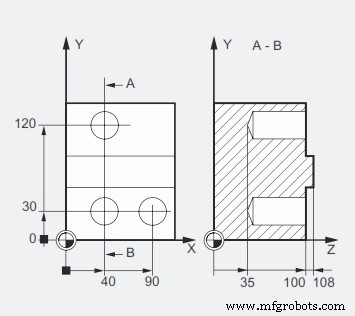
N30 Primera posición de perforación X40 Y120.
La broca N40 alcanzará rápidamente la posición RFP + SDIS 100 + 2
y comenzará a perforar hasta llegar a DP que se le da 35
y se retraerá a RTP que es 110.
N50 La siguiente posición de perforación Y30
La perforación N60 alcanzará rápidamente la posición 102 + 0 de RFP + SDIS (ya que se omite SDIS).
y comenzará a perforar hasta llegar a DP, que es 35
y se retraerá a RTP que es 110.
N70 Algunos cambios en el avance.
N80 Posición de perforación X90
La broca N90 alcanzará rápidamente la posición RFP + SDIS 100 + 2
Como se omite la profundidad de perforación absoluta
ahora calculará el control cnc profundidad de perforación final utilizando Relativo al valor del punto de referencia (DPR)
Profundidad de perforación final (DPR) =Posición del plano de referencia (RFP) – Posición del punto de profundidad final 35 (ver dimensión en la imagen de arriba)
DPR =100 – 35
RPD =65
máquina CNC
- Ejemplo de programación CNC de torno
- Programación de SINUMERIK 840D Uso de bucle WHILE
- Ejemplo de programación CNC Código G G02 Interpolación circular en el sentido de las agujas del reloj
- Programación CNC Sinumerik 840D
- Torneado cónico con ciclo de torneado modal G90:código de ejemplo de CNC
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Ejemplo de programación CNC de ranurado de ciclo fijo G75
- Ejemplo de programación CNC G92 Ciclo de roscado cónico
- Ejemplo de programación CNC de ciclo de rosca G76
- Ciclo de taladrado G81:repetición de taladrado en modo incremental G91 Código de ejemplo
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC