


Ejemplo de programación CNC de ranurado de ciclo fijo G75
G75 es el ciclo de ranurado en el eje x.
Para obtener una descripción completa del ciclo fijo de ranurado G75, lea este ciclo de ranurado G75.
Para el formato de una línea (formato de un bloque) de Fanuc G75, lea Formato de una línea del ciclo de ranurado Fanuc G75.
Puede encontrar otro ejemplo de programación CNC de ciclo de ranurado G75 aquí Ejemplo de programa CNC de ciclo de ranurado G75 de Fanuc.
Explicación de los parámetros del ciclo de ranurado Fanuc G75
N10 G75 R N20 G75 X Z P Q R
G75 Primer bloque de programación CNC
R =Importe devuelto
G75 Segundo bloque de programación CNC
X =Profundidad de ranura.
Z =Última posición de ranura en el eje z.
P =Incremento de picoteo en el eje x
Q =Paso a paso en z- eje.
R =Cantidad de alivio al final del corte.
Ejemplo de programación CNC de ranurado de ciclo fijo G75
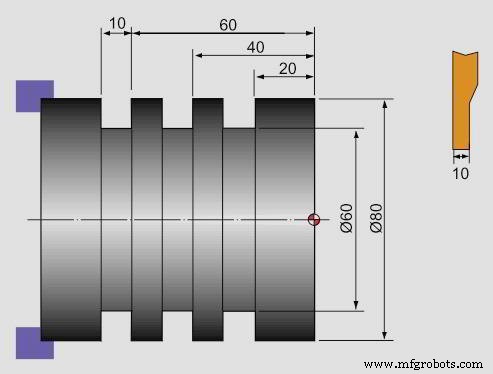
Ejemplo de programación CNC de ranurado de ciclo fijo G75
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
máquina CNC
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Ejemplo de programación CNC de torno
- Programación CNC para principiantes un ejemplo de programación CNC
- Ciclo de ranurado CNC Fanuc G75
- Ejemplo de programación de torno CNC
- Ejemplo de programación de torno CNC Fanuc
- Fanuc G75 ciclo de ranurado formato de una línea
- Tutorial de programación CNC de ranurado frontal con ciclo de taladrado profundo G74
- Ejemplo de programación CNC G92 Ciclo de roscado cónico
- Ejemplo de programación CNC de ciclo de rosca G76
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC