


Roscado rígido en Sinumerik 840D/810D con G331 G332
Roscado rígido CNC
La mayoría de las máquinas herramienta CNC ahora ofrecen una capacidad de roscado rígido como característica estándar. Durante el roscado rígido, la rotación y el avance del husillo de la máquina se sincronizan para coincidir con un paso de rosca específico a medida que el macho montado rígidamente se introduce y se saca rápidamente de un orificio.

Roscado Rígido
Roscado rígido en Sinumerik 840D/810D con G331/G332
En Sinumerik 840D/Sinumerik 810D, el roscado rígido se realiza con códigos G G331/G332.
G331 Roscado
G332 Roscado con retracción. El eje cambia la dirección de rotación automáticamente.
Programación
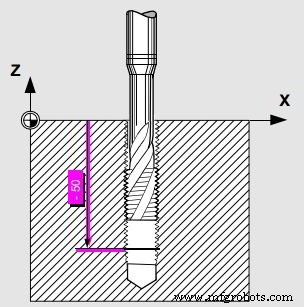
N50 G331 Z-50 K2 S500 N60 G332 Z5 K2
Roscado rígido en Sinumerik 840D 810D con G331 G332
G331 Golpeteo
X, Y, Z :Punto final de rosca
I, J, K :Paso de rosca. Cable positivo (por ejemplo, K4) rosca a la derecha, cable negativo (por ejemplo, K-4) rosca a la izquierda.
G332 Roscado con retracción.
El husillo cambia la dirección de rotación automáticamente
X, Y, Z :Punto final de retracción del hilo.
I, J, K :Paso del hilo. Cable positivo (por ejemplo, K4) rosca a la derecha, cable negativo (por ejemplo, K-4) rosca a la izquierda.
Para esta función, el husillo debe estar equipado con un generador de impulsos.
máquina CNC
- Fresado de roscas frente a roscado
- Sugerencias para nombrar las variables del sistema Sinumerik 840D
- Programación de SINUMERIK 840D Uso de bucle WHILE
- Variable del sistema Sinumerik 840D $AA_IM para la posición actual del eje
- Siemens Sinumerik 840D Ciclo de roscado CYCLE97
- Programación CNC Sinumerik 840D
- Variable de sistema Sinumerik 840D $P_SEARCH para consulta de búsqueda de bloque
- Variable del sistema de datos de la herramienta Sinumerik 840D $TC_DP
- Descarga gratuita SINUMERIK 808D para PC
- Roscado de agujeros profundos con rotura de viruta o roscado por picoteo en Haas CNC
- Siemens Sinumerik 808D Manuales