


Sinumerik CYCLE95 con Contour en el ejemplo del programa de llamadas
Enviar por:BEATA
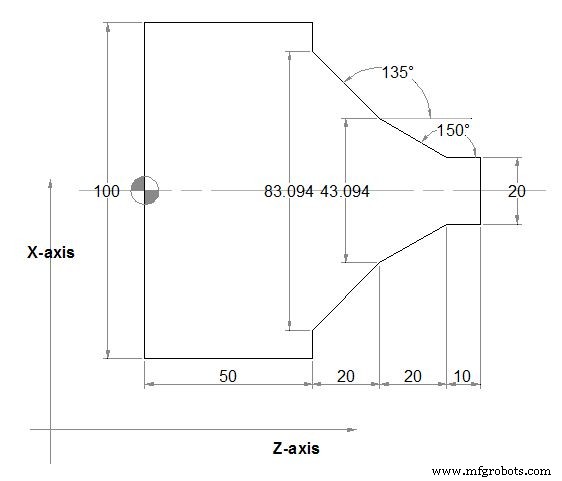
Dibujo/Imagen
Programa CNC
;Siemens Sinumerik CYCLE95 first parameter NPP
;can be given as a sepatate routine or
;can be defined inside calling program with Labels
;stock removal contour is defined in the calling program
N110 G18 G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X140
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,0.8,0,0.8,0.75,0.6,1, , , )
N170 G0 X140 Z160
N175 M02
START:
N180 G1 X20 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X100
END:
N230 M02 máquina CNC
- Función calloc() en la biblioteca C con programa EJEMPLO
- Fanuc G20 Medición en pulgadas con ejemplo de programa CNC
- Ejemplo de programa L930 Fresado de cajera circular Sinumerik 840C
- Ejemplo de programa de chaflán y radio con G01
- Repetir taladrado con ciclo de taladrado G81 y programa de ejemplo G91
- Llamada de subprograma Haas M98 con código de ejemplo básico
- Haas CNC M97 llamada de subprograma local con ejemplo de programa CNC
- Ejemplo de programa de ciclo de empotrar Sinumerik L93
- Programa de ejemplo Sinumerik CYCLE81 Ciclo de taladrado – Torneado CNC
- Programa de ejemplo de ciclo de avellanado de taladrado Sinumerik CYCLE82
- Conceptos básicos de programación CNC:tutoriales con código de programa de ejemplo