


Ciclo de roscado inverso Okuma G74
Okuma G74 Ciclo de roscado inverso
Ciclo de roscado inverso G74
Programación
G74 X__Y__Z__R__P__Q__F__
Parámetros
| Parámetro | Descripción |
|---|---|
| X,Y | Valores de coordenadas de la posición del agujero |
| Z | Nivel inferior del agujero En modo G90: Posición en el sistema de coordenadas seleccionado En modo G91: Distancia desde el punto R nivel |
| R | Nivel del punto R |
| P | Tiempo de permanencia en el fondo del pozo |
| P | Tiempo de permanencia en el nivel del punto R |
| F | Velocidad de avance |
Secuencia de mecanizado
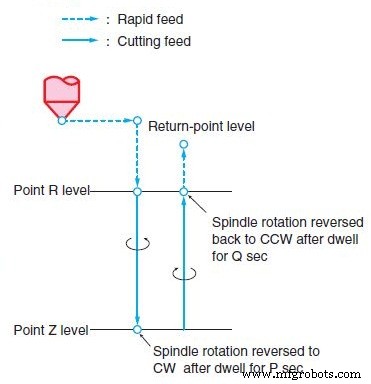
(1) Posicionamiento a lo largo de los ejes X e Y a una velocidad de avance rápida
(2) Posicionamiento al nivel del punto R a una velocidad de avance rápida
(3) Roscado al nivel del punto Z en el corte especificado velocidad de avance con el cabezal girando en sentido antihorario.
(4) Permanencia en el nivel del punto Z durante P segundos, luego inversión del sentido de giro del cabezal a la dirección CW.
(5) Vuelta al punto Nivel R a una velocidad de avance de corte
(6) Permanencia en el nivel del punto R durante Q segundos, luego inversión de la dirección de rotación del husillo de regreso a la dirección CCW.
(7) Regreso al nivel del punto de retorno a una velocidad de avance rápida.
Detalles
- La permanencia no se ejecuta si no se especifica un valor P y/o Q. Las unidades de los valores P y Q son las mismas que se utilizan para el comando de permanencia del modo G04.
- Se ignora una anulación de alimentación durante la operación de roscado inverso.
- Si se presiona el botón SLIDE HOLD durante el regreso del nivel del punto Z al nivel del punto R, el ciclo se detiene después de alcanzar el nivel del punto R.
- Si el posicionamiento al siguiente punto de roscado se ejecuta en el nivel del punto R después del inicio de la rotación del husillo en sentido contrario a las agujas del reloj pero antes de que la herramienta de roscado se desacople por completo de la pieza de trabajo, introduzca una pausa en este nivel especificando Q.
- Tanto el control de la velocidad de avance de corte como el valor de control de la velocidad del cabezal se fijan en 100 %. Se puede configurar una anulación de alimentación rápida.
máquina CNC
- Fresado de roscas frente a roscado
- ¿Qué es la ingeniería inversa?
- Taladrado de torno CNC simple con ciclo de taladrado Peck Fanuc G74
- Ciclo de torneado G90
- Tutorial de programación CNC de ranurado frontal con ciclo de taladrado profundo G74
- Ciclo de roscado y picoteo rígido Fanuc G84
- G74 Ciclo de roscado izquierdo o ciclo de roscado inverso
- Programa CNC de ejemplo de ciclo de roscado G84
- G81 Ciclo de taladrado G84 Ciclo de roscado Ejemplo de programa CNC
- Fanuc G74 Ciclo de roscado y picoteo a la izquierda:fresadora CNC
- Ciclo de roscado ECS G84