


Ciclo de torneado G90
Formato de ciclo de torneado G90
El ciclo de torneado G90 recibe muchos nombres como,
Ciclo fijo G90, ciclo de corte recto G90, ciclo de torneado de desbaste G90, ciclo fijo de torneado de desbaste G90, ciclo de caja G90.
El ciclo de torneado G90 se usa para torneado simple; sin embargo, se pueden realizar varias pasadas especificando la ubicación en el eje X de las pasadas adicionales.
Relacionado: Ciclo de torneado G90 Fanuc:código de ejemplo del programa CNC
El ciclo fijo de torneado de desbaste G90 se puede utilizar para
- Giro recto.
- Operación aburrida.
- Corte cónico.
Programación
G90 X... Z... I...
o
G90 X... Z... R...
Parámetros
| Parámetro | Descripción |
|---|---|
| X | Diámetro a cortar. |
| Z | Punto final en el eje z. |
| P | Ángulo en el punto inicial. |
| I o R | Distancia y dirección de la conicidad (valor del radio). |
Nota – algunos controles cnc usan “I” para conicidad en ciclo de corte recto G90 y algunos controles cnc más nuevos usan “R” para valor de conicidad.
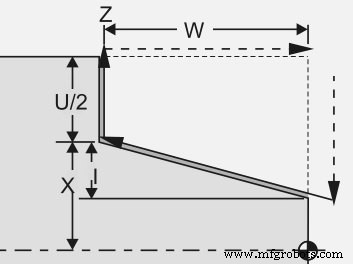
Valores incrementales
Puede utilizar valores incrementales como U y W en lugar de X y Z en el ciclo de torneado G90.
G90 U... W...
U:distancia incremental del eje x al objetivo.
W:distancia incremental del eje z al objetivo.
Trabajando/ Operación
- Lleve la herramienta a la posición inicial.
- Realice el corte con el ciclo de torneado G90 dando valores X Z
- Haga cortes/pases adicionales simplemente dando valores del eje X (los pases adicionales son opcionales)
- Finalice el ciclo de giro G90 realizando un comando de movimiento con G00, G01, etc.
El ciclo de torneado G90 nos permite controlar la profundidad de cada pasada.
Ejemplo de programa CNC
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X56.0 Z2.0 T0101 M08 G90 X51.0 W-32.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G30 U0 W0 M30
Explicación del código
Como puede ver en el código del programa cnc anterior,
El primer corte se realiza en X51
El segundo corte se realiza en X46
El tercer corte se realiza en X41
…
El último corte se realiza en X30
Cancelación del Ciclo de Torneado G90
El ciclo de torneado G90 es un código G modal.
Código G "modal", lo que significa que permanecen vigentes hasta que se cancelan o reemplazan por un código G contradictorio.
Significa que el ciclo de giro G90 permanece activo hasta que se da otro comando de movimiento como G00, G01, etc. Como en el ejemplo del programa cnc anterior, el código G90 G se cancela con el código G30 G.
En pocas palabras, el ciclo de giro G90 debe finalizar con un comando de movimiento como G00, G01, etc.
Ciclo de torneado G90 frente a ciclo de torneado G71
El ciclo de torneado G90 solo puede hacer cortes rectos y cónicos, no puede cortar ningún arco (interpolación circular) con el ciclo de torneado G90.
En cambio, el ciclo de torneado G71 también corta recto, cónico y en arco.
máquina CNC
- Servicios de torneado CNC de precisión
- Fresado Torneado
- Diferencias de torneado de fresado
- Servicios de torneado de fresado
- Automatización de torneado de fresado
- ¿QUÉ ES EL TORNEADO DURO?
- Fanuc G70 G71 Ejemplo de programa de ciclo de torneado de desbaste y acabado
- Torneado cónico con ciclo de torneado modal G90:código de ejemplo de CNC
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- G71 Ciclo de torneado de desbaste Formato de una línea
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC