


Ejercicio de torneado CNC usando el ciclo de torneado G71
Enviar por:Vikram
Resumen
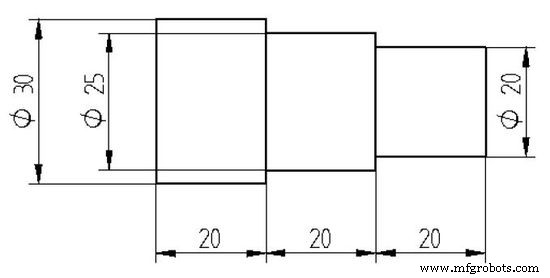
Escriba un programa ISO para la operación de torneado por pasos del componente que se muestra en la figura usando ciclos fijos. El diámetro de la pieza de trabajo =30 mm
Dibujo/Imagen
Programa CNC
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01 X25 Z-20 N60 G01 X25 Z-40 N70 G01 X30 Z-40 N80 G01 X30 Z-60 N100 G28 U0 W0 N110 M05 M30
Ejercicio de programa de torno CNC para principiantes Ciclo de torneado G71
Programa de fresado CNC Ejercicio Fresado lateral Taladrado Fresado de ranuras
máquina CNC
- CNC Fanuc G73 Ciclo de repetición de patrón Ejemplo de programa CNC
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Torneado cónico con ciclo de torneado modal G90:código de ejemplo de CNC
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Ciclo de torneado G90
- G71 Ciclo de torneado de desbaste Formato de una línea
- Ciclo de Torneado G20 – Torno CNC Fanuc 21 TB
- G71 Ciclo de desbaste longitudinal Mazak CNC Ejemplo de programación básica
- Códigos Anilam G:controles CNC 4200T para torneado
- Programa de ejemplo Sinumerik CYCLE81 Ciclo de taladrado – Torneado CNC
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC