


Torneado de contornos usando el ciclo de torneado G71 Ejemplo de torno CNC
Enviar por:Vikram
Resumen
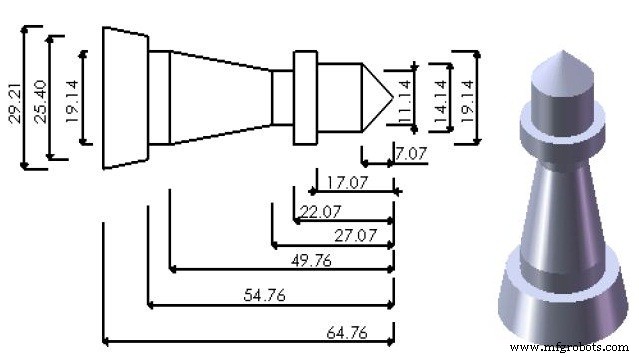
Programa de torno CNC que mecaniza un componente completo, el perfil exterior completo se gira usando el ciclo de torneado G71, el ciclo G71 se usa dos veces.
Dibujo/Imagen
Programa CNC
G90 G21 G18 G55; T0400 M06 S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G71 U0.5R0.2; G71 P2 Q3 ; N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4; N3 X 29.21 Z-64.76; G00 X 30.0; G28 X0.0; G28 Z0.0; T0800 M06; G56; G00 Z-22.07; X30; G01X19.14; G71 U0.5 R0.2; G71 P4 Q5; N4 G01 X11.14; Z-27.07; N5 X19.14 Z-49.76; G00 X30.0; G28 X0.0; G28 Z0.0; M02;
NUM Mill G74 Scaling G77 Ejemplo de programa de llamada a subrutina
Torneado de contornos usando el ciclo de refrentado G72 Programa de ejemplo de torno CNC
máquina CNC
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Ejemplo de programación CNC de torno
- Ejemplo de programación de torno CNC
- Ejemplo de programación de torno CNC Fanuc
- Torneado cónico con ciclo de torneado modal G90:código de ejemplo de CNC
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Programa de ejemplo de Haas G71
- Ciclo de Torneado G20 – Torno CNC Fanuc 21 TB
- G71 Ciclo de desbaste longitudinal Mazak CNC Ejemplo de programación básica
- Programa de ejemplo Sinumerik CYCLE81 Ciclo de taladrado – Torneado CNC
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC