


Ciclo de Torneado G20 – Torno CNC Fanuc 21 TB
El ciclo de torneado longitudinal G20 para el control cnc Fanuc 21 TB es un código G modal.
El ciclo de torneado G20 también se puede usar para torneado recto y torneado cónico.
El ciclo de torneado G20 es fácil de programar y aprender.
El ciclo de torneado G20 se usa para torneado simple; sin embargo, se pueden realizar varias pasadas especificando la ubicación en el eje X de las pasadas adicionales.
El código del programa cnc a continuación también muestra una funcionalidad muy poderosa del ciclo de torneado G20, que es que un maquinista cnc puede controlar la profundidad de corte de cada pasada del ciclo de torneado G20, lo que es imposible de lograr con otro ciclo fijo de torneado como el ciclo de torneado de desbaste G71. .
Formato de ciclo de torneado G20 para torneado recto
G20 X… Z… F…
o
G20 U… W… F…
X:diámetro a cortar (absoluto).
Z:punto final en el eje z (absoluto).
F:avance.
U:diámetro a cortar (incremental).
W:punto final en el eje z (incremental).
Ciclo Torneado G20 – Torno CNC Fanuc 21 TB
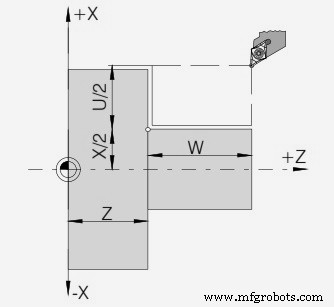
Formato de ciclo de torneado G20 para torneado cónico
G20 X… Z… R… F…
o
G20 U… W… R… F…
X:diámetro a cortar (absoluto).
Z:punto final en el eje z (absoluto).
R:dimensión incremental del cono en X con dirección (+/-)
F:Velocidad de avance.
U:diámetro a cortar (incremental).
W:punto final en el eje z (incremental).
Como los maquinistas cnc pueden usar el valor X o U para el valor del contorno, de la misma manera se puede usar Z o W o incluso puede mezclar valores absolutos (X, Z) e incrementales (U, W).
Código de programa CNC de ejemplo de ciclo de torneado G20
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
Explicación del código del programa CNC
Como puede ver en el código del programa CNC anterior,
La herramienta está en el punto X56 Z2,
El primer corte se realiza en X51 y la herramienta se desplaza W-20 en el eje Z.
El segundo corte es hecho en X46
El tercer corte se hace en X41
…
El último corte se hace en X30
Función de ciclo de torneado G20
Como si estudiara el código del programa cnc anterior, notará que,
1:con G20, tanto los valores absolutos (X51.0) como los incrementales (W-20.0) se utilizan para hacer cortes.
2:si El código anterior también muestra una funcionalidad muy poderosa del ciclo de torneado G20, que es que un maquinista cnc puede controlar la profundidad de corte de cada pasada del ciclo de torneado G20, lo que es imposible de lograr con otro ciclo fijo de torneado como el ciclo de torneado de desbaste G71.
Entonces notará que los primeros cinco cortes tienen una profundidad de 5 mm, pero el último tiene solo 1 mm de profundidad.
Cancelación del Turning Cycle del G20
El ciclo de giro G20 es un código G modal.
El código G "modal" significa que permanece vigente hasta que se cancela o reemplaza por un código G contradictorio.
Significa que el ciclo de giro G20 permanece activo hasta se da otro comando de movimiento como G00, G01, etc. Como en el ejemplo de programa cnc anterior, el código G20 G se cancela con el código G00 G.
máquina CNC
- El centro de torneado CNC frente al torno CNC
- ¿Qué es una máquina de torno giratorio?
- Ciclo de roscado CNC Fanuc G76
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Ciclo de ranurado CNC Fanuc G75
- Ciclo de repetición de patrón CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de roscado CNC Fanuc G92
- Compensación de herramienta en torno CNC con control Fanuc
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC