


ECS G87 Mandrinado con ciclo de retracción
ECS G87 Mandrinado con ciclo de retracción
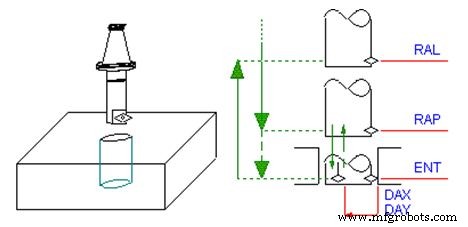
Este ciclo se diferencia del “Mandrinado con Tope de Husillo” G86 porque en este caso, cuando la herramienta llega al ENT citando, el husillo no solo se detiene, sino que se orienta en una posición determinada (a través de la Función M19), se desacopla con un movimiento en X e Y y finalmente se desplaza en Rápido al RAL cotización.
El ciclo Data Entry se activa, en los modos MDI y Edit, a través de esta secuencia de teclas:

Programación
G87 <ENT=..> <RAP=..> <RAL=..> <DAX=..> <DAY=..>
Parámetros
| Parámetro | Descripción |
|---|---|
| ENT | Cotización de profundidad alcanzada en el feed de trabajo |
| RAP | Cotización alcanzada en rápido al inicio del ciclo |
| RAL | Cotización de devolución alcanzada en rápido con el husillo detenido, orientado y desconectado. |
| DAX | Movimiento de separación incremental a lo largo de X |
| DÍA | Movimiento de separación incremental a lo largo de Y |
máquina CNC
- Roscado cónico con ciclo de roscado Fanuc G76
- Roscado cónico con ciclo de roscado G92
- ECS G89 Mandrinado con ciclo de permanencia
- Mandrinado ECS G86 con ciclo de parada de husillo
- Ciclo de perforación ECS G85
- Ciclo de roscado ECS G84
- ECS G83/r Taladrado profundo con parada para ciclo de rotura de viruta
- ECS G83 Perforación profunda con ciclo de limpieza
- ECS G82 Taladrado con Dwell para ciclo de rotura de viruta
- ECS G81/3 – Ciclo de taladrado de 3 capas
- Ciclo de taladrado estándar ECS G81