


Okuma G76 Redondeo
Redondeo Okuma G76
Okuma G76 G Code se utiliza para redondear el borde afilado.
- G76 solo es efectivo en el modo G01.
- G76 no es modal y está activo solo en el bloque comandado.
Programación Okuma G76
G76 X Z L
Parámetros
| Parámetro | Descripción |
|---|---|
| X, Z | Coordenadas del punto de intersección |
| L | Radio del círculo de redondeo. El signo está determinado por la dirección del movimiento del eje; “+” cuando el eje Z (eje X) se mueve en la dirección positiva después del eje X (eje Z ) movimiento. “-” cuando el eje Z (eje X) se mueve en la dirección negativa después del movimiento del eje X (eje Z). |
Programa de ejemplo de Okuma G76
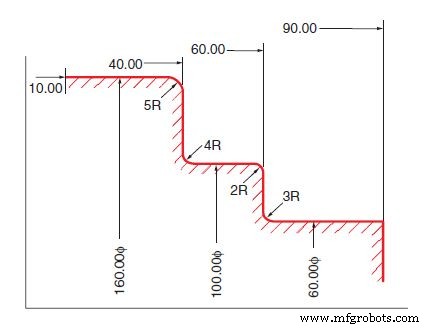
: : N101 G01 X60 Z92 F0.1 N102 G76 Z60 F0.05 L3 N103 G76 X100 L-2 N104 G76 Z40 L4 N105 G76 X160 L-5 N106 Z10 : :
máquina CNC
- 4 Decisiones Esenciales de Fresas de Escariado para Redondeo de Esquinas
- Ciclo de roscado CNC Fanuc G76
- Roscado cónico con ciclo de roscado Fanuc G76
- Control del ángulo de entrada de roscado con el ciclo de roscado Fanuc G76
- Ciclo de roscado Fanuc G76 para principiantes
- Ejemplo de programación CNC de ciclo de rosca G76
- Mach3 Turn G76 Ciclo fijo de roscado
- Paso múltiple de ciclo de roscado Haas G76
- Ciclo de mandrinado fino Fanuc G76:fresadora CNC
- Códigos G y M de Okuma Mill
- Códigos G y M de torno Okuma