


Ciclo de mandrinado fino Fanuc G76:fresadora CNC
Ciclo de mandrinado fino Fanuc G76
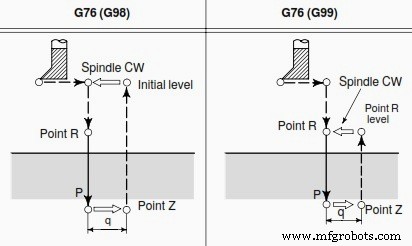
El ciclo de mandrinado fino Fanuc G76 perfora un agujero con precisión. Cuando se alcanza el fondo del orificio, el husillo se detiene y la herramienta se aleja de la superficie mecanizada de la pieza de trabajo y se retrae. El ciclo de mandrinado fino Fanuc G76 también se denomina ciclo de taladrado fino Fanuc G76.
Programación
G76 X Y Z R Q P F K
Parámetros
| Parámetro | Descripción |
|---|---|
| XY | Datos de posición del agujero |
| Z | Posición absoluta de la profundidad del agujero |
| R | Posición del plano R |
| Q | Cantidad de cambio en el fondo de un agujero |
| P | Tiempo de permanencia en el fondo de un agujero |
| F | Velocidad de avance de corte |
| K | Número de repeticiones (si es necesario) |
Operación
Cuando se alcanza el fondo del orificio, el husillo se detiene en la posición de rotación fija y la herramienta se mueve en la dirección opuesta a la punta de la herramienta y se retrae. Esto garantiza que la superficie mecanizada no se dañe y permite realizar un mandrinado preciso y eficiente.
Asegúrese de especificar un valor positivo en Q. Si se especifica Q con un valor negativo, se ignora el signo. Configure la dirección del cambio en los bits 4 y 5 del parámetro 5101.
Bit 5 Bit 4 = Shift 00 X+ 01 X- 10 Y+ 11 Y-
Programa de ejemplo
M3 S500 G90 G99 G76 X300. Y–250. Z–150. R–120. Q5. P1000 F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Refrentado de ciclo fijo CNC Fanuc G72
- Roscado cónico con ciclo de roscado Fanuc G76
- Ciclo de ranurado CNC Fanuc G75
- Ciclo de repetición de patrón CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de roscado Fanuc G76 para principiantes
- Subprocesos de inicio múltiple con ciclo de subprocesos Fanuc G76
- Ciclo de roscado CNC Fanuc G92
- Ejemplo de programación CNC de ciclo de rosca G76