


Refrentado de ciclo fijo CNC Fanuc G72
Ciclo de refrentado Fanuc G72
Si ha dedicado algún tiempo a la máquina cnc con control fanuc en el taller de máquinas cnc, entonces seguramente habrá usado Refrentado de ciclo enlatado G72 y ciclo de torneado cnc G71.
Porque la programación de ciclos cnc en fanuc cnc control es simplemente fácil.
¿Por qué usamos ciclos cnc? Lea los pros y los contras de los ciclos de programación cnc. En este post voy a detallar el uso y programación del Refrente de Ciclo Conservado G72 en el control CNC de Fanuc.
Para el ciclo de torneado Fanuc G71, lea este artículo sobre G71.
El control cnc Fanuc es ampliamente utilizado, sin duda uno de los controles cnc favoritos de los programadores de cnc, debido a su facilidad de programación y durabilidad.
Programación
G72 W R G72 P Q U W
Parámetros
Primer Bloque
| Parámetro | Descripción |
|---|---|
| W | Profundidad de corte. |
| R | Valor de retorno después de completar un corte. |
Segundo bloque
| Parámetro | Descripción |
|---|---|
| P | Número de bloque de inicio de contorno. |
| Q | Número de bloque final de contorno. |
| T | Medida de acabado en el eje x. |
| W | Medida de acabado en el eje z. |
| S | Velocidad del husillo durante el ciclo G71. |
| F | Feed-rate (anula las tasas de avance dadas entre el bloque P y el bloque Q) |
| S | Velocidad del eje (anula la velocidad del eje dada entre el bloque P y el bloque Q) |
Notas
P &Q:los bloques del programa cnc entre el número de bloque P y el número de bloque Q se repetirán hasta que no se alcance la dimensión final.
F (velocidad de avance):el beneficio de usar F (velocidad de avance) en el segundo bloque G72 es que durante el ciclo de refrentado, la máquina utilizará esta velocidad de avance e ignorará cualquier velocidad de avance dada entre el bloque P y el programa de bloque Q.
La velocidad de avance dada entre el bloque P y el programa de bloque Q solo se usará si llama al ciclo de acabado G70 más adelante en el programa con los mismos números de bloque P y bloque Q.
Esta es una forma muy práctica para el maquinista de cnc oportunidad de mantener diferentes velocidades de avance para "cortes de refrentado" y "corte de acabado final".
S (velocidad del husillo):funciona de la misma manera para mantener diferentes velocidades para cortes de desbaste y corte de acabado.
Ejemplo de ciclo de refrentado de Fanuc G72
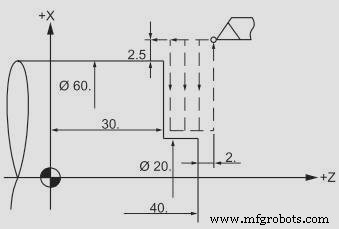
Refrentado de ciclo fijo CNC Fanuc G72
N5 G00 X65 Z42 N6 G72 W2 R2 N7 G72 P8 Q9 U0 W0 F0.3 N8 G00 Z30 N9 G01 X20
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Ciclo de ranurado CNC Fanuc G75
- Ciclo de repetición de patrón CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de roscado CNC Fanuc G92
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Ejemplo de programación CNC de ranurado de ciclo fijo G75
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Programa de ejemplo CNC de ciclo de refrentado Fanuc G94
- G72 Ciclo de orientación Formato de una línea para Fanuc 10T 11T 15T