


Ejemplo de programa de biselado y redondeo de esquinas de Haas
Enviar por:Programador CNC
Resumen
Redondeo y biselado de esquinas de Haas
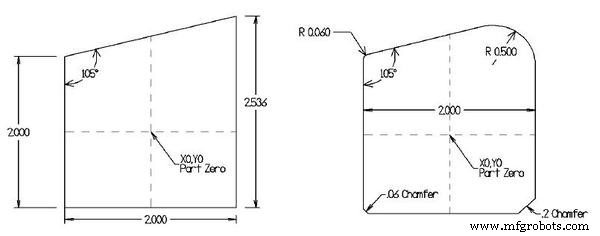
Para chaflanes, se utiliza C con la longitud del chaflán indicado.
Para radios a,R con el tamaño del radio indicado.
El bloque de biselado o redondeo de esquinas puede insertarse entre dos bloques lineales o G01. Estos dos bloques especifican una esquina de la intersección de los dos movimientos lineales.
Dibujo/Imagen
Programa CNC
O00025 T2 M06 (.5 END MILL) (D=.5) G00 G90 G54 X-1.5 Y0 S5000 M03 G43 H02 Z1. M08 G01 Z-0.5 F80. G01 G41 D02 Y-0.5 F80. G03 X-1. Y0 R0.5 F50. G01 Y1. ,R0.06 G01 X1. Y1.5359 ,R0.5 G01 Y-1. ,C0.2 G01 X-1. ,C0.06 G01 Y0 G03 X-1.5 Y0.5 R0.5 G01 G40 Y0 G00 G90 Z0.1 M09 G53 Z0 M30
máquina CNC
- CNC Fanuc G73 Ciclo de repetición de patrón Ejemplo de programa CNC
- Ejemplo de programa CNC de Fanuc
- Ejemplo de programación CNC en programa de torno CNC simple en pulgadas
- Programa de ejemplo de Haas G71
- G01 Chaflán y redondeo de esquinas en un ejemplo de programa CNC
- Ejemplo de programa de chaflán y radio con G01
- Programa de ejemplo de comando de arco de orificio de perno CNC G71 de Haas
- Repetir taladrado con ciclo de taladrado G81 y programa de ejemplo G91
- Llamada de subprograma Haas M98 con código de ejemplo básico
- Haas CNC M97 llamada de subprograma local con ejemplo de programa CNC
- Ejemplo de programa de ciclo de refrentado de acabado y de desbaste G72 tipo I Haas G72:compatible con Fanuc