


Ejemplo de programa de ciclo de refrentado de acabado y de desbaste G72 tipo I Haas G72:compatible con Fanuc
Ejemplo de programación de torno Haas para ilustrar el uso y la programación del ciclo de desbaste G72 tipo I/ciclo de acabado G70 de Haas.
El código anterior también funcionará en tornos CNC con control Fanuc CNC con poco o ningún cambio.
Todos los códigos G/códigos M que se utilizan en este ejemplo de programación de torno Haas se proporcionan a continuación con una descripción.
Ejemplo de programa de ciclo de refrentado de acabado G70 de Haas G72 tipo I rugoso
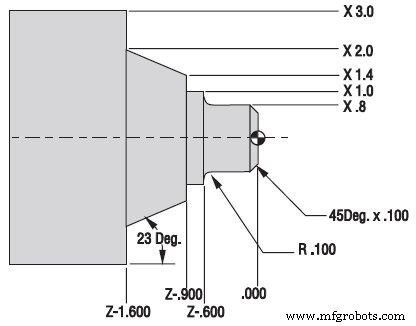
Ejemplo de programa de refrentado de acabado G72 y G72 Tipo I de Haas
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
Códigos G
G00 Movimiento transversal rápido.
G01 Movimiento de interpolación lineal.
G03 Interpolación circular:en sentido contrario a las agujas del reloj.
G41 Compensación de punta de herramienta a la IZQUIERDA de la ruta programada.
G40 Compensación de punta de herramienta CANCELAR.
G50 Límite máximo de RPM del husillo.
G53 Cambio de coordenadas de posicionamiento cero de la máquina.
G54 Coordenada de posicionamiento de compensación de trabajo n.° 1 (Configuración 56)
G72 Ciclo de eliminación de material de la cara final.
G70 Ciclo de acabado.
G96 Velocidad constante de superficie activada.
G97 Cancelación de velocidad constante de superficie.
Códigos M
M01 Parada de programa opcional.
M03 Inicia el husillo HACIA ADELANTE.
M30 Fin de programa y restablecimiento al comienzo del programa.
máquina CNC
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- CNC Fanuc G73 Ciclo de repetición de patrón Ejemplo de programa CNC
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Refrentado de ciclo fijo CNC Fanuc G72
- Ejemplo de programa CNC de Fanuc
- Fanuc G70 G71 Ejemplo de programa de ciclo de torneado de desbaste y acabado
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Programa de ejemplo de Haas G71
- Ejemplo de programa de ciclo de taladrado CNC G81
- Programa de ejemplo CNC de ciclo de refrentado Fanuc G94
- G72 Ciclo de orientación Formato de una línea para Fanuc 10T 11T 15T