


Ejemplo 1 de programación de interpolación circular
Este ejemplo de programación de interpolación circular te mostrará qué es la interpolación circular y cómo programarla.
Antes de realizar este ejercicio, primero debe leer Conceptos y programación de interpolación circular artículos (enumerados a continuación). Después de leer los artículos, se sentirá cómodo al entender este ejemplo como un trabajo muy simple y básico.
Conceptos de interpolación circular y artículos de programación
- Conceptos de interpolación circular y programación, parte 1 (Conceptos)
- Conceptos de interpolación circular y programación, parte 2 (Uso de R)
- Conceptos de interpolación circular y programación, parte 3 (Uso de I J K)
- Conceptos de interpolación circular y programación, parte 4 (R desconocido)
- Conceptos de interpolación circular y programación, parte 5 (Ejemplos)
- Conceptos de interpolación circular y programación, parte 6 (usos y ejercicios)
Ejemplo 1 de programación de interpolación circular (uso de R)
Ejemplo de programación de interpolación circular
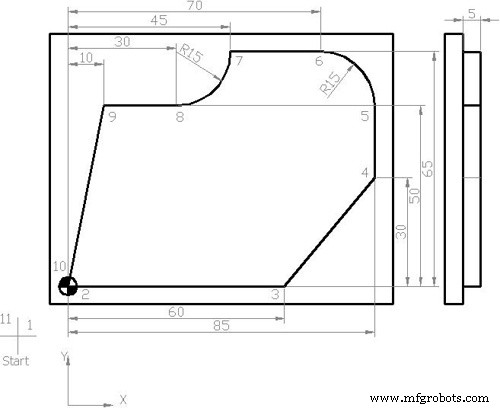
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 (Liner motion) N40 X60 Y0 (Liner motion) N45 X85 Y30 (Liner motion) N50 X85 Y50 (Liner motion) N55 G03 X70 Y65 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X45 Y65 (Liner motion) N65 G02 X30 Y50 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X10 Y50 (Liner motion) N75 X0 Y0 (Liner motion) N80 G40 X-20 Y-20 N85 G00 Z50 M09 N90 Y100 N95 M30
Pieza terminada
Después de completar el proceso de mecanizado, su trabajo se verá así.
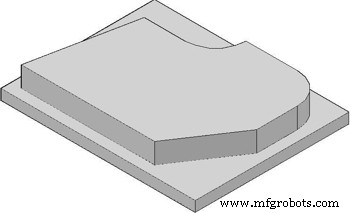
Componente mecanizado
Explicación del programa CNC
En este bloque de programa CNC no. N35 a N50 (puntos 2-3, 3-4, 4-5) están en movimiento rectilíneo (Interpolación Lineal) y para eso proponemos el CNC G-Code G01 (interpolación lineal),
El punto 5-6 no es posible con el código G01 porque la herramienta no va en línea recta, la herramienta se desplaza en forma circular, para este propósito, los maquinistas de cnc tienen códigos de interpolación circular G02/G03.
Antes de usar G02/G03 código G cnc los maquinistas deben conocer los valores exactos de
(1) Punto final
(2) Radio entre los puntos inicial y final.
Entonces, los valores requeridos en el punto 6 son
(1) X=70, Y=65 (como punto final)
(2) R=15 (como radio).
Después de obtener esta información, ahora estamos en la posición de escribir el código de bloque del programa CNC para punto 5 a 6.
El primer movimiento circular G02-G03, el segundo es el punto final X, valores Y y el tercero es R (Radio), de esta manera podemos lograr los resultados requeridos.
El punto 6-7 es nuevamente lineal y el punto 7-8 es un movimiento circular, así que haga lo mismo que se indicó anteriormente, pero antes de escribir el código, verifique la dirección del movimiento, ya sea en el sentido de las agujas del reloj o en el sentido contrario, y este movimiento es en el sentido de las agujas del reloj, así que use el código G02.
Después de eso, los otros puntos son movimientos lineales.
Programa de Sistema de Acotación Incremental
Aquí está el mismo programa cnc pero con el sistema de acotación incremental G91.
N35 G42 X0 Y0 M08 (Liner motion) N40 G91 X60 Y0 (Liner motion) N45 X25 Y30 (Liner motion) N50 X0 Y20 (Liner motion) N55 G03 X-15 Y15 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X-25 Y0 (Liner motion) N65 G02 X-15 Y-15 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X-20 Y0 (Liner motion) N75 X-10 Y-50 (Liner motion)
Explicación de CNC G-Code/M-Code/S, F, D
G00 :Avance rápido.
G54 :Offset cero no. 1.
G64 :Modo de trayectoria continua.
G90 :Sistema de dimensionamiento absoluto.
G17 :Selección del plan X-Y.
G42 :Activación de la compensación del radio de corte (movimiento del lado derecho)
G40 :Compensación del radio de corte desactivada
G02 :Interpolación circular en sentido horario
G03 :Interpolación circular en sentido antihorario (antihorario)
S :Velocidad del cabezal
F :Eje Avance de movimiento
M :Movimiento de corte (3 =en sentido horario, 4 =en sentido antihorario)
D :N.° de herramienta
M08 :Refrigerante conectado
M09 :Refrigerante desconectado
M30 :Fin del programa principal
máquina CNC
- Ejemplo de programación CNC de torno
- Programación CNC para principiantes un ejemplo de programación CNC
- Ejemplo de programación de torno CNC
- Ejemplo de programación de torno CNC Fanuc
- Ejemplo de programación CNC Código G G02 Interpolación circular en el sentido de las agujas del reloj
- Ejemplo de programa CNC G03 Interpolación circular
- G02 G03 Programa de ejemplo de interpolación circular de código G
- Ejemplo de programación del centro de mecanizado CNC
- Interpolación circular de fresado CNC G02 G03 Ejemplo de programa de código G
- Din 66025 Códigos de programación NC
- Ejemplo de programación de electroerosión por hilo