


Explicación de la interpolación circular de la fresadora CNC HAAS con ejemplo
Explicación de programación de interpolación circular de fresado CNC de Haas con programas de ejemplo de cnc, estos ejemplos muestran cómo se puede dar IJK o R en un programa de cnc mientras se programa la interpolación circular con códigos G G02 G03.
Interpolación circular de Haas
¿Por qué usar IJK cuando R es más fácil de programar?
R es más fácil de definir, aunque es más fácil cometer un error y obtener un radio incorrecto. Si se usa R y comete un error con el punto de inicio o el punto final, y la máquina todavía puede hacer el radio, y lo hace, entonces tendrá un radio incorrecto.
Si comete un error con el método I, J, K, es más probable que la máquina se detenga y le dé una alarma antes de ejecutarlo.
Aunque usar una R en un G02 o G03 sigue siendo más fácil y el método preferido para programar manualmente un arco.
Qué es R
R es la distancia desde el punto de partida hasta el centro del círculo.
¿Qué es IJK?
“I” =Distancia incremental desde el punto de inicio hasta el centro del arco en el “eje X”.
“J” =Distancia incremental desde el punto de inicio hasta el centro del arco en el “eje Y”.
“K” =Distancia incremental desde el punto de inicio hasta el centro del arco en el "eje Z".
Cuándo usar R negativo
Con una R positiva, el control generará una ruta circular de 180 grados o menos, pero para generar una ruta circular de más de 180 grados, especifique una R negativa. Cuando se usa R, no es posible un arco completo de 360 grados. Se requiere X, Y o Z para especificar un punto final diferente del punto de inicio. Por lo tanto, cualquier cosa bajo un arco de 360 grados se puede realizar con un comando R en un G02 o G03.
Cómo cortar un arco de 360 grados o un círculo completo
El uso de I, J o K es la única forma de cortar un arco completo de 360 grados; en este caso, el punto inicial es el mismo que el punto final y no se necesita X, Y o Z. Para cortar un círculo completo de 360 grados (360°), no necesita especificar un punto final X, Y o Z; simplemente programe I, J o K para definir el centro del círculo.
Programa de ejemplo
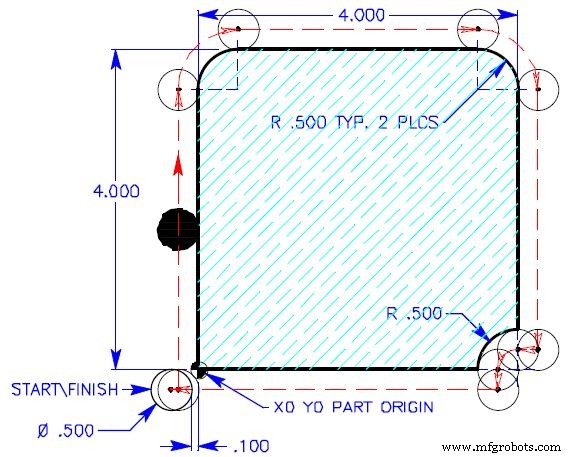
G02 G03 con R
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 R0.75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. R0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
G02 G03 con IJK
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 I0.75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0.75 G01 Y0.25 X4. G03 X3.75 Y0. I0. J-0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
máquina CNC
- Fresado:una guía rápida
- ¿Cómo utilizar una fresadora CNC?
- Una guía de seguridad para la fresadora CNC
- Grabado con pistola con una fresadora CNC:3 opciones de marcado examinadas
- ¿Cortar espuma con una fresadora CNC? Absolutamente.
- Fresadora CNC frente a enrutador CNC
- Diferencias entre fresadoras CNC y fresadoras manuales
- Fresado CNC Torneado, el tiempo es dinero
- Ejemplo de programa CNC G03 Interpolación circular
- Haas CNC M97 llamada de subprograma local con ejemplo de programa CNC
- Conceptos básicos de programación CNC:tutoriales con código de programa de ejemplo