


Ejemplo de programa de fresado de cajeras Haas G150 con isla redonda
Enviar por:Maquinista
Dibujo/Imagen
Programa CNC
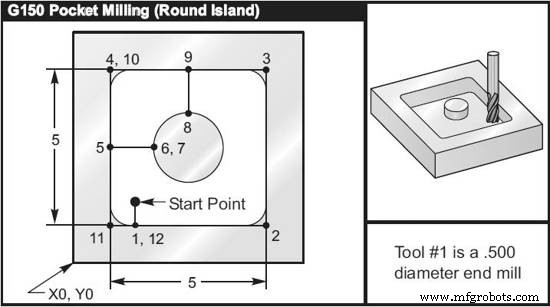
Main Program % O03010 T1 M06 (Tool is a 0.500” diameter endmill) G90 G54 G00 X2. Y2. (XY Start Point) S2500 M03 G43 H01 Z0.1 M08 G01 Z0. F30. G150 P3020 X2. Y2. Z-0.5 Q0.5 R0.01 J0.3 K0.01 G41 D01 F10. G40 G01 X2. Y2. G00 Z1. M09 G53 G49 Y0. Z0. M30 % Subprogram % O03020 (Subprogram for G150) G01 Y1. (1) X6. (2) Y6. (3) X1. (4) Y3.5 (5) X2.5 (6) G02 I1. (7) G02 X3.5 Y4.5 R1. (8) G01 Y6. (9) X1. (10) Y1. (11) X2. (12) (Close Pocket Loop) M99 (Return to Main Program) %
máquina CNC
- Fanuc G20 Medición en pulgadas con ejemplo de programa CNC
- Programa de ejemplo de Haas G71
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Ejemplo de programación de fresadora CNC para principiantes
- Ejemplo de programa L930 Fresado de cajera circular Sinumerik 840C
- Fresado de ranuras en un ejemplo de programa CNC de muestra
- Ejemplo de programa de chaflán y radio con G01
- Ciclo fijo de taladrado G82 con programa de ejemplo de fresado CNC Dwell
- Llamada de subprograma Haas M98 con código de ejemplo básico
- Haas CNC M97 llamada de subprograma local con ejemplo de programa CNC
- Ejemplo de programación de fresado Siemens Sinumerik