


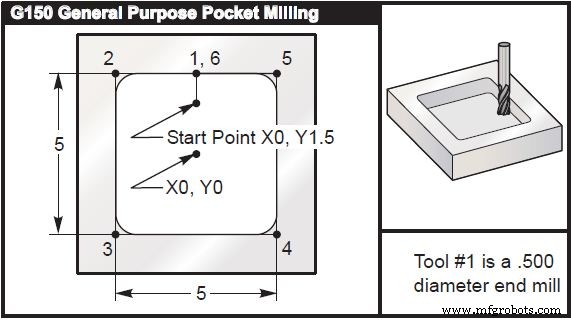
Ejemplo de programa de fresado de cajeras Haas G150
Enviar por:Brian
Dibujo/Imagen
Programa CNC
(5.0 x 5.0 x 0.500 DP. Square Pocket) Main Program % O01001 T1 M06 (Tool #1 is a 0.500” diameter endmill) G90 G54 G00 X0. Y1.5 (XY Start Point) S2000 M03 G43 H01 Z0.1 M08 G01 Z0.1 F10. G150 P1002 Z-0.5 Q0.25 R0.01 J0.3 K0.01 G41 D01 F10. G40 G01 X0. Y1.5 G00 Z1. M09 G53 G49 Y0. Z0. M30 % Subprogram % O01002 G01 Y2.5 (1) X-2.5 (2) Y-2.5 (3) X2.5 (4) Y2.5 (5) X0. (6) (Close Pocket Loop) M99 (Return to Main Program) %
Ejemplo de programa de fresado de cajeras Haas G150 con isla cuadrada
Ejemplo de programa de fresado de cajeras Haas G150 con isla redonda
máquina CNC
- Programa de ejemplo de Haas G71
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Programa de muestra de fresado CNC
- Ejemplo de programación de fresadora CNC para principiantes
- Ejemplo de programa L930 Fresado de cajera circular Sinumerik 840C
- Fresado de ranuras en un ejemplo de programa CNC de muestra
- Programa de ejemplo de comando de arco de orificio de perno CNC G71 de Haas
- Ejemplo de programa de círculo de agujeros de perno G70 de fresado CNC
- Llamada de subprograma Haas M98 con código de ejemplo básico
- Haas CNC M97 llamada de subprograma local con ejemplo de programa CNC
- Ejemplo de programación de fresado Siemens Sinumerik