


Ciclo fijo de taladrado G82 con programa de ejemplo de fresado CNC Dwell
El ciclo de taladrado G82 con pausa se puede usar para taladrado normal donde el fondo del agujero necesita un mecanizado más preciso.
De lo contrario, si solo desea un ciclo de perforación sin un tiempo de permanencia en el fondo del pozo, el ciclo de perforación G81 es un gran ahorro de tiempo.
El siguiente es un ejemplo de programación CNC que ilustra el uso del ciclo de perforación G82.
Programa de ejemplo de fresado CNC del ciclo de taladrado G82
Ciclo fijo de taladrado G82 con programa de ejemplo de fresado CNC Dwell
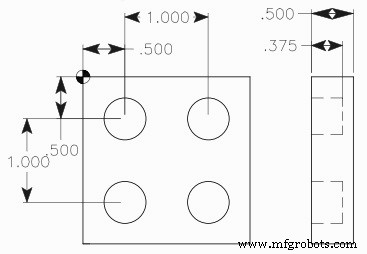
O10076 N10 T11 M06 N20 G90 G54 G00 X0.5 Y-0.5 N30 S1200 M03 N40 G43 H11 Z1. M08 N50 G82 G99 Z-0.375 P1 R0.1 F7.5 N60 X1.5 N70 Y-1.5 N80 X0.5 N90 G80 G00 Z1. M09 N100 G53 G49 Z0. M05 N110 M30
Nota N50:las máquinas CNC con control CNC de Fanuc utilizarán P1000 en lugar de P1, que se utiliza para las máquinas CNC de Haas.
máquina CNC
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Fanuc G20 Medición en pulgadas con ejemplo de programa CNC
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Ejemplo de programación CNC de ranurado de ciclo fijo G75
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Ejemplo de programa de ciclo de taladrado CNC G81
- Ejemplo de programación de fresadora CNC para principiantes
- Programa de ejemplo CNC de ciclo de refrentado Fanuc G94
- Programa de ejemplo de ciclo fijo de refrentado Fanuc G72
- ECS G82 Taladrado con Dwell para ciclo de rotura de viruta