


Ejemplo de programación Osai GTL
Ejemplo de programación Osai GTL para maquinistas cnc que trabajan en máquinas cnc con controles cnc de la serie 10 de Osai.
Ejemplo de programación GTL de Osai
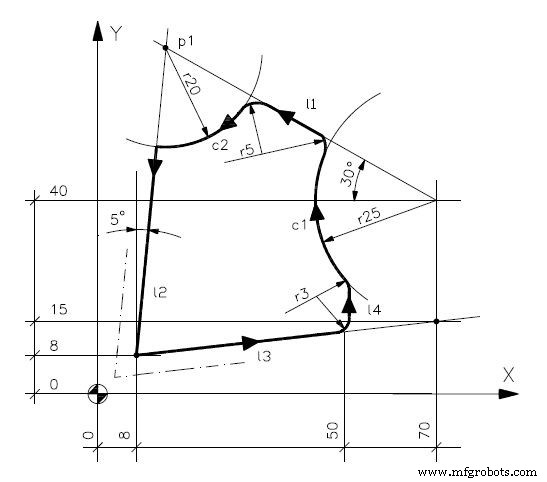
N1 (DIS,"EXAMPLE GTL") N2 l1=X70Y40,a150 N3 l2=X8Y8,a-95 N4 p1=l1,l2 N5 l3=X8Y8,X70Y15 N6 l4=X50Y,a90 N7 c1=I70J40 r-25 N8 c2=p1,r-20 N9 F250 S800 T1.1 M6M3 N10 GXY N11 Z-10 N12 G21G42l2 N13 l3 N14 r3 N15 l4 N16 r3 N17 c1 N18 r5 N19 l1 N20 r5 N21 c2s2 N22 l2 N24 G20 G40 l3 N25 GZ2 N23 XY M30
máquina CNC
- Ejemplo de programación CNC de torno
- Programación CNC para principiantes un ejemplo de programación CNC
- Ejemplo de programación de torno CNC
- Ejemplo de programación de torno CNC Fanuc
- Ejemplo de programación CNC de ciclo de rosca G76
- Ejemplo de programación del centro de mecanizado CNC
- Ejemplo de programación de arco CNC G02 G03
- Ejemplo de programación de Sinumerik 810 Fresadora CNC
- Ejemplo de programación del centro de mecanizado vertical CNC
- Ejemplo 2 de programación de interpolación circular
- Ejemplo de programación de electroerosión por hilo