


Perforación de un bloque de dos pasos con ciclo de perforación G81
Ejemplo de programa de ciclo de taladrado G81 que muestra cómo se puede taladrar económicamente un bloque escalonado.
El código del programa cnc se explica por sí mismo, no se utiliza ninguna técnica compleja.
Bloque de dos pasos de perforación G81
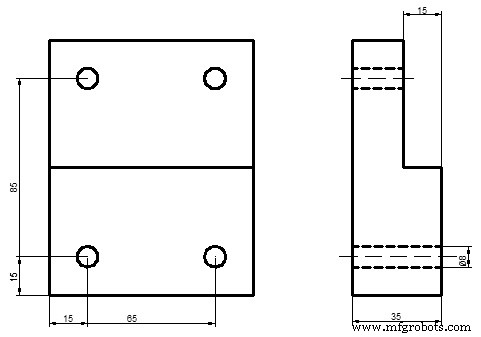
Bloque de dos pasos de perforación G81
N10 T4 M6 (TWIST DRILL 8”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
Profundidad de corte y avance para mecanizado de acabado a desbaste Recomendaciones de Sandvik Coromant
Ejemplo 1 de programación de interpolación circular
máquina CNC
- Taladrado de torno CNC simple con ciclo de taladrado Peck Fanuc G74
- Roscado cónico con ciclo de roscado Fanuc G76
- Tutorial de programación CNC de ranurado frontal con ciclo de taladrado profundo G74
- Roscado cónico con ciclo de roscado G92
- Ciclo de taladrado G81:repetición de taladrado en modo incremental G91 Código de ejemplo
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- ECS G83/r Taladrado profundo con parada para ciclo de rotura de viruta
- ECS G83 Perforación profunda con ciclo de limpieza
- ECS G82 Taladrado con Dwell para ciclo de rotura de viruta
- ECS G81/3 – Ciclo de taladrado de 3 capas
- Ciclo de taladrado estándar ECS G81