

Manufactura industrial
máquina CNC
Osai UGS (UCG) – Usar escala gráfica (gráfico de máquina) El comando UGS de la serie 10 de Osai inicializa la pantalla gráfica y establece los límites y la orientación de la pantalla gráfica. Programación (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) Parámetros Parámetro De

Comando Osai CGS (CLG) El comando Osai CGS borra el perfil de la pantalla dejando el sistema de coordenadas. Programación (CGS)
Comando Osai DGS (DCG) El comando Osai DGS desactiva la visualización gráfica, elimina el perfil visualizado y elimina el sistema de coordenadas de la pantalla. Después de usar el comando DGS, debe usar otro comando UGS para reiniciar la pantalla gráfica. Programación (DGS)
Comando DIS de Osai El comando Osai DIS permite que los valores se muestren al operador. El control mostrará el valor en el área de la pantalla que está reservada para las comunicaciones con el operador. Programación (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) Parámetros Parámetro D
Comentarios en Programas de Anilam En Anilam, el programador CNC puede usar un asterisco (*) para hacer comentarios dentro de una Lista de programas o para enmascarar todo o parte de un bloque del CNC.Cuando se coloca un asterisco antes de una cadena de texto, el CNC ignora todo el texto a la derec
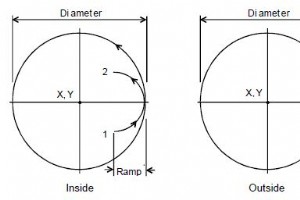
Ciclo de perfil circular G171 El ciclo de perfil circular Anilam G171 limpia el perfil interior o exterior de un círculo existente. Programación G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn Parámetros Parámetro Descripción X Coordenada X del centro. Predeterminado:posición actual. Opcional. Y Coor
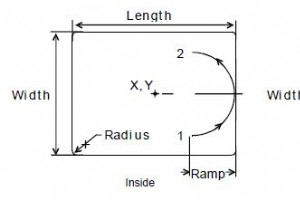
Ciclo de perfil rectangular Anilam G172 El ciclo de perfil rectangular Anilam G172 limpia el perfil interior o exterior de un rectángulo. Programación G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn Parámetros Parámetro Descripción X Coordenada X del centro. Si no se introduce ninguna cota, el C
Ciclo de taladrado de agujeros profundos de alta velocidad Okuma G73 Ciclo de taladrado de agujeros profundos de alta velocidad G73 Programación G73 X__Y__Z__R__P__Q__F__ Parámetros Parámetro Descripción X,Y Valores de coordenadas de la posición del agujero Z Nivel inferior del agujeroEn modo G90
Okuma G74 Ciclo de roscado inverso Ciclo de roscado inverso G74 Programación G74 X__Y__Z__R__P__Q__F__ Parámetros Parámetro Descripción X,Y Valores de coordenadas de la posición del agujero Z Nivel inferior del agujeroEn modo G90:Posición en el sistema de coordenadas seleccionadoEn modo G91:Dista
Ciclo de mandrinado fino Okuma G76 Ciclo de mandrinado fino G76 Programación G76 X__Y__Z__R__Q__(I__J__) P__F__ Parámetros Parámetro Descripción X,Y Valores de coordenadas de la posición del agujero Z Nivel inferior del agujero R Nivel del punto R P Cantidad de cambio (consulte la explicación a
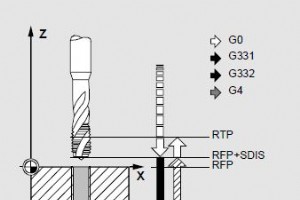
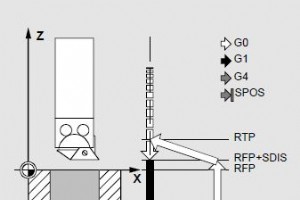
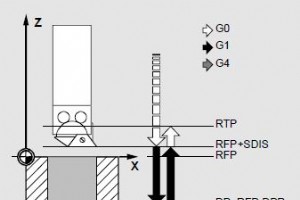
Sinumerik CYCLE84 Ciclo de roscado rígido CYCLE84 produce agujeros roscados sin usar un portamachos flotante.CYCLE84 solo se puede aplicar si el husillo designado para taladrar es capaz de trabajar en el modo de husillo con control de posición. Programación CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDA
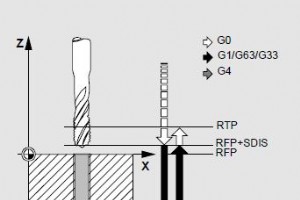
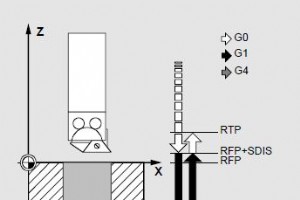
Roscado Sinumerik CYCLE840 con portatomas flotante Con el ciclo Sinumerik CYCLE840, se pueden producir agujeros roscados con portamachos flotante sin codificador con codificador. Para roscado sin portamachos flotante (encintado rígido) se utiliza CYCLE84. Programación CYCLE840 (RTP, RFP, SDIS, D
Sinumerik CYCLE85 Diámetro 1 En el ciclo CYCLE85 Taladro 1, los movimientos hacia adentro y hacia afuera se realizan a una velocidad de avance que debe especificarse en los parámetros correspondientes. Programación CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) Parámetros Parámetro Descripción
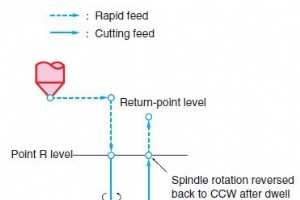
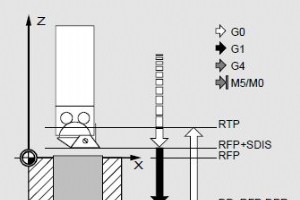
Sinumerik CYCLE86 Diámetro 2 En el ciclo CYCLE86 “Taladro 2” se realiza una parada orientada del cabezal al alcanzar la profundidad de taladrado. A continuación, la herramienta se desplaza en marcha rápida a las posiciones de retorno programadas y desde allí al plano de retorno. El ciclo CYCLE86 s
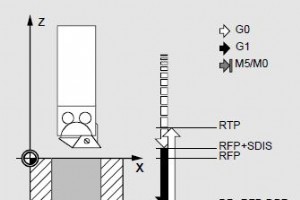
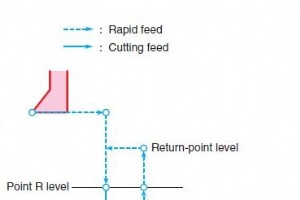
Sinumerik CYCLE87 Diámetro 3 En el ciclo Sinumerik CYCLE87 Taladro 3, al alcanzar la profundidad final de taladrado se produce una parada del cabezal sin orientación, seguida de una parada programada. Pulsando la tecla Marcha CN se prosigue el movimiento ascendente en marcha rápida hasta alcanzar e
Sinumerik CYCLE88 Diámetro 4 En el ciclo Sinumerik CYCLE88 “Bore 4”, se realiza un tiempo de espera al alcanzar la profundidad final de taladrado junto con una parada del cabezal sin orientación y una parada programada. Pulsando la tecla Marcha CN se realiza el movimiento de subida en rápido hasta
Sinumerik CYCLE89 Diámetro 5 En el ciclo Sinumerik CYCLE89 Bore 5, los movimientos hacia adentro y hacia arriba se realizan en el valor F programado antes de la llamada del ciclo. Al alcanzar la profundidad de perforación final, se puede efectuar un tiempo de permanencia. Programación CYCLE89 (RTP,

Osai GTL (PROGRAMACIÓN GEOMÉTRICA DE ALTO NIVEL) Los sistemas CNC de la Serie 10 de Osai permiten programar un perfil geométrico en el plano utilizando el lenguaje de programación estándar (G1-G2-G3) o GTL, un lenguaje de programación de alto nivel. Osai GTL permite utilizar la información proporc
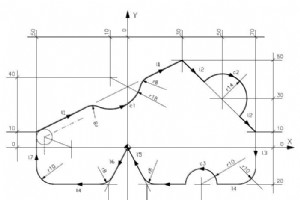
Ejemplo de programación de la serie Osai 10 utilizando Osai GTL (lenguaje de programación de alto nivel). Ejemplo de programación GTL de Osai N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J
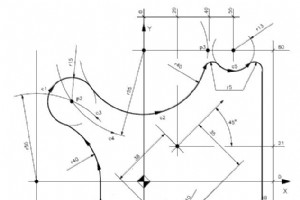
La serie Osai 10 permite a los programadores crear programas cnc utilizando un lenguaje de programación estándar (G1-G2-G3) o GTL, un lenguaje de programación de alto nivel (GTL).Aquí hay un ejemplo completo de programación de Osai GTL. Ejemplo de programa Osai CNC GTL N1 (DIS,EXAMPLE 3)N2 S...F..
máquina CNC





