


Ciclo de perfil rectangular Anilam G172
Ciclo de perfil rectangular Anilam G172
El ciclo de perfil rectangular Anilam G172 limpia el perfil interior o exterior de un rectángulo.
Programación
G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn
Parámetros
| Parámetro | Descripción |
|---|---|
| X | Coordenada X del centro. Si no se introduce ninguna cota, el CNC centra la cajera en su posición actual. |
| Y | Coordenada Y del centro. Si no se introduce ninguna cota, el CNC centra la cajera en su posición actual. |
| H | La posición Z absoluta antes de comenzar a fresar la cajera. Debe estar a 0,1 pulgadas (o 2 mm) por encima de la superficie. |
| M | Longitud final del rectángulo. Obligatorio. |
| W | Ancho terminado del rectángulo. Obligatorio. |
| Z | Profundidad absoluta del perfil acabado. Valor requerido. |
| A | 0 =Interior 1 =Exterior |
| R | Radio de los movimientos de rampa. Obligatorio. |
| T | Configuración de radio de esquina. Si el programador ingresa un valor negativo, tanto la dirección de corte como los puntos inicial y final se invierten. Opcional. |
| B | Incremento máximo del eje Z utilizado para cada pasada. Opcional. |
| S | Cantidad de stock que deja la máquina antes de la pasada de acabado. Por defecto:0. Si el programador introduce un valor negativo, el CNC dejará el stock sin realizar pasada de acabado. Opcional. |
| Yo | Velocidad de avance del eje Z. Opcional. |
| J | Velocidad de avance de paso de desbaste. Opcional. |
| K | Velocidad de avance de pasada de acabado. Opcional. |
| P | Retraer Alt. |
Operación
Cuando se ejecuta, el CNC acelera a la posición de inicio de Rampa n.º 1, acelera a H (Z StartHgt) y luego avanza hasta la profundidad del primer corte.
La máquina se introduce en el perfil a lo largo de la rampa n.º 1, corta el rectángulo a la M (longitud) y la anchura (anchura) especificadas y luego se aleja del trabajo a lo largo de la rampa n.º 2.
Al cortar un perfil interior, el menú gráfico muestra los movimientos de rampa.
Al cortar un perfil exterior, la herramienta se desplaza hacia el perfil a lo largo de la Rampa n.° 1 y se aleja del perfil a lo largo de la Rampa n.° 2, como se ilustra en la Figura
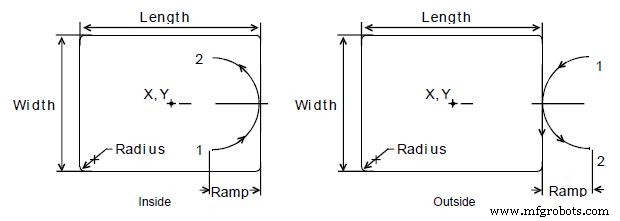
Movimientos de rampa de perfil interior y exterior
El ciclo de perfil rectangular compensa automáticamente el diámetro de la herramienta. Active el diámetro de herramienta correcto antes del bloque G172.
Notas
Cuando ingresa un valor, el CNC ejecuta el número de pasadas requeridas para pasar de la H (Z Start HGT) a la Z (Z profundidad), cortando la B (Z Max.cut) en cada pasada.
Cuando ingresa un valor S (Material de acabado), el CNC deja el material especificado en el perfil y la profundidad para una pasada de acabado. El CNC corta el rectángulo a las dimensiones M (Largo), W (Ancho) y Z (Profundidad Z) en la pasada de acabado. Ingrese una S negativa (Stock de acabado) para dejar el stock de acabado sin realizar una pasada de acabado.
Cuando no ingresa una J (Avance aproximado) o K (Avance final), el CNC ejecuta movimientos de avance a la velocidad de avance actual. J (RoughFeed) controla la velocidad de avance del ciclo de desbaste. K (Avance de acabado) controla la velocidad de avance del ciclo de acabado
máquina CNC
- Tiempo de ciclo frente a acabado superficial
- Cálculo del tiempo del ciclo de mecanizado CNC
- Ciclo de roscado CNC Fanuc G76
- Ciclo de ranurado CNC Fanuc G75
- Lista de códigos Fanuc G
- Fanuc G70 G71 Ejemplo de programa de ciclo de torneado de desbaste y acabado
- Ciclo de roscado CNC Fanuc G92
- Ciclo de torneado G90
- Programa de ejemplo de Haas G71
- Roscado cónico con ciclo de roscado G92
- G74 Ciclo de roscado izquierdo o ciclo de roscado inverso