


Ciclo de perfil circular Anilam G171
Ciclo de perfil circular G171
El ciclo de perfil circular Anilam G171 limpia el perfil interior o exterior de un círculo existente.
Programación
G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn
Parámetros
| Parámetro | Descripción |
|---|---|
| X | Coordenada X del centro. Predeterminado:posición actual. Opcional. |
| Y | Coordenada Y del centro. Predeterminado:posición actual. Opcional. |
| H | Z altura inicial absoluta (rápida) (debe ser 0,1 pulgadas o 2 mm por encima de la superficie a cortar). Ejecutado en rápido. Obligatorio. |
| D | Diámetro terminado del círculo. Si ingresa un valor negativo, tanto la dirección de corte como los puntos inicial y final se invierten. Obligatorio. |
| Z | Profundidad absoluta del perfil terminado. Obligatorio. |
| A | Configuración para cortar por el interior del perfil (In) o por el exterior (Out). Selección requerida. 0=Entrada, 1=Salida. |
| R | Distancia de rampa utilizada para cada pasada. Opcional. |
| B | Incremento del eje Z utilizado para cada pasada. Opcional. |
| S | Cantidad de stock que deja la máquina antes de la pasada de acabado. Predeterminado:0. Introducir un valor negativo para dejar el stock sin realizar pasada de acabado. Opcional. |
| Yo | Velocidad de avance del eje Z. Opcional. |
| J | Velocidad de avance de paso de desbaste. Opcional. |
| K | Velocidad de avance de pasada de acabado. Opcional. |
| P | Altura de retracción. |
Operación
Cuando se ejecuta, el CNC acelera a la posición de inicio de la Rampa n.° 1, avanza rápidamente a H (StartHgt), luego avanza hasta la profundidad del primer corte.
La máquina avanza en el perfil a lo largo de la Rampa n.° 1, corta el círculo a la D (diámetro) especificado luego se aleja del trabajo a lo largo de la rampa n.° 2.
Al cortar un perfil exterior, la herramienta se desplaza hacia el trabajo a lo largo de la rampa n.° 1 y se aleja del trabajo a lo largo de la rampa n.° 2, como se ilustra en la figura
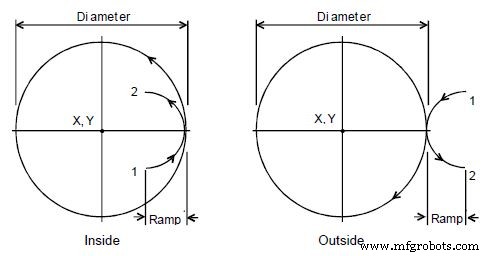
Posición de rampa para perfil interior y exterior
El ciclo de perfil circular compensa automáticamente el diámetro de la herramienta. Active el diámetro de herramienta correcto antes del bloque G171.
Notas
Si ingresa un corte de profundidad =B (Z Max.cut), el CNC ejecuta el número de pasadas requeridas para pasar de H (Z Start Hgt.) a Z (Z profundidad), cortando al corte de profundidad =B (Z Max.cut). Max.cut) en cada pasada.
Cuando ingresa un valor S (Material de acabado), el CNC deja el material especificado en el perfil y la profundidad para una pasada de acabado. El CNC termina al diámetro ingresado en la pasada de acabado. Ingrese una S negativa (Stock de acabado) para dejar el stock de acabado sin realizar una pasada de acabado.
Si no ingresa un valor J (Avance basto) o K (Avance final), el CNC ejecuta movimientos de avance a la velocidad de avance actual. J controla el avance del ciclo de desbaste. K controla el avance del ciclo de acabado.
máquina CNC
- Tiempo de ciclo frente a acabado superficial
- Cálculo del tiempo del ciclo de mecanizado CNC
- Ciclo de roscado CNC Fanuc G76
- Ciclo de ranurado CNC Fanuc G75
- Lista de códigos Fanuc G
- Fanuc G70 G71 Ejemplo de programa de ciclo de torneado de desbaste y acabado
- Ciclo de roscado CNC Fanuc G92
- Ciclo de torneado G90
- Programa de ejemplo de Haas G71
- Roscado cónico con ciclo de roscado G92
- G74 Ciclo de roscado izquierdo o ciclo de roscado inverso