Manufactura industrial
máquina CNC
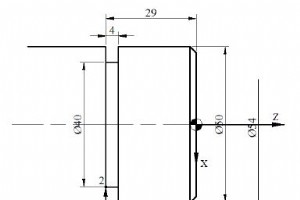
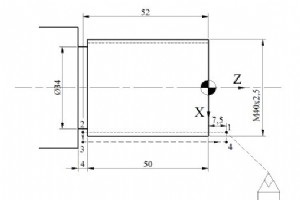
Enviar por:Brian Resumen Este programa de torno cnc muestra cómo hacer una ranura en el eje X.El dibujo también muestra cómo se mueve la herramienta de ranurado con el programa. Dibujo/Imagen Programa CNC %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G00 X200 Z
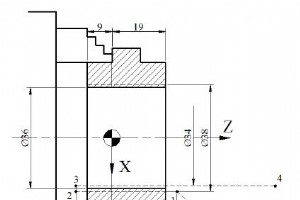
Enviar por:BEATA Resumen Ejemplo de programa cnc muy simple y básico que muestra cómo se puede hacer un programa de torno cnc simple para perforar un componente.El mismo programa también se puede usar para perforar mordazas.Todos los movimientos de la herramienta se nombran en el dibujo. Dibujo/Ima
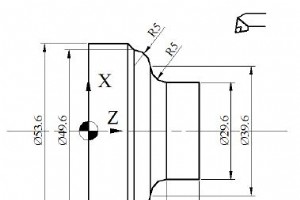
Enviar por:programador cnc Resumen Ejemplo de programa de torno cnc simple para mostrar cómo se puede hacer un programa de torno cnc para convertir un contorno simple con radio en él.Se cortan múltiples diámetros y se mecanizan radios en sentido horario y antihorario. Dibujo/Imagen Programa CNC %N
Enviar por:Brian Resumen Un programa de torno cnc muy simple y básico para cortar roscas en un componente.Este programa utiliza G33 Threading G-Code para cortar roscas.Aquí solo se programa un corte, puede agregar tantos cortes como sea necesario según tu situación y material. Dibujo/Imagen Progra
Tabla de conversión de pulgadas a mm para que los maquinistas cnc faciliten su trabajo. Tabla de conversión de pulgadas a MM 0”+ =mm 1”+ =mm 2”+ =mm 3”+ =mm 4”+ =mm 1/64 0,397 0 25.400 0 50.800 0 76.200 0 101.600 1/32 0,794 1/64 25.797 1/64 51.197 1/64 76.597 1/64 101.997 3/64 1191 1/32 26.194

Listas completas de códigos G y códigos M de programación NMV de Mori Seiki para programadores de maquinistas cnc que trabajan en centros de mecanizado de Mori Seiki. Imagen:HEINZ BAUMGARTNER AG Estos códigos G y M se aplican a los siguientes modelos de Mori Seiki con las unidades NC enumeradas a
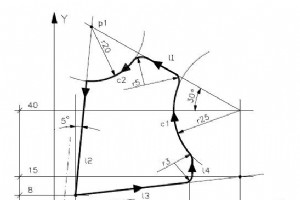
Ejemplo de programación Osai GTL para maquinistas cnc que trabajan en máquinas cnc con controles cnc de la serie 10 de Osai. Ejemplo de programación GTL de Osai N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800
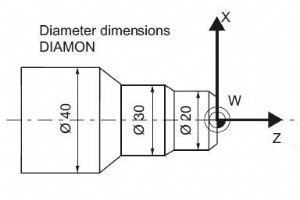
Sinumerik DIAMOF, DIAMÓN, DIAM90 El eje X del torno CNC (eje transversal) se programa como dimensionamiento del diámetro. Cuando sea necesario, es posible cambiar a acotación de radio en el programa. DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90

Ganar NC EMCO WinNC brinda a los maquinistas/programadores/estudiantes de cnc la oportunidad de instalar múltiples software de controles cnc en una sola PC/portátil, para que puedan capacitarse en todos los controles de la industria CNC que son comunes en el mercado.Hasta nueve cnc diferentes los c

EMCO WinNC GE Series Fanuc 0-MC programación G códigos / M códigos listas completas. Códigos G Código G Descripción G00 Posicionamiento (Rapid Traverse) G01 Interpolación lineal G02 Interpolación circular en el sentido de las agujas del reloj G03 Interpolación circular en sentido antihorario

EMCO WinNC SINUMERIK 810/820 T Programación de torneado Códigos G / Códigos M / Listas completas de ciclos. Códigos G Código G Descripción G00 Posicionamiento (rápido) G01 Interpolación lineal G02 Interpolación circular en el sentido de las agujas del reloj G03 Interpolación circular en sentido

EMCO WinNC SINUMERIK 810/820M Programación de fresado Códigos G / Códigos M / Listas completas de ciclos. Códigos G Código G Descripción G00 Avance rápido G01 Interpolación lineal G02 Interpolación circular en el sentido de las agujas del reloj G03 Interpolación circular en sentido antihorario

EMCO WinNC Heidenhain TNC 426 Programación conversacional Lista completa de códigos M. Códigos M Código M Descripción M0 Parada programada M1 Parada opcional (parada de programa solo con parada opcional) M2 Fin del programa M3 Husillo ENCENDIDO en el sentido de las agujas del reloj M4 Husillo

EMCO WinNC GE Series Fanuc 21 TB Programación Códigos G / Códigos M / Listas completas de ciclos. Códigos G Código G Descripción G00 Posicionamiento (rápido) G01 Interpolación lineal (alimentación) G02 Interpolación circular en el sentido de las agujas del reloj G03 Interpolación circular en s

EMCO WinNC GE Series Fanuc 21 MB programación G códigos / M códigos listas completas. Códigos G Código G Descripción G00 Posicionamiento (Rapid Traverse) G01 Interpolación lineal G02 Interpolación circular en el sentido de las agujas del reloj G03 Interpolación circular en sentido antihorario

EMCO WinNC GE Series Fanuc 0-TC programación G códigos / M códigos listas completas. Códigos G Código G Descripción G00 Posicionamiento (rápido) G01 Interpolación lineal (alimentación) G02 Interpolación circular en el sentido de las agujas del reloj G03 Interpolación circular en sentido antiho
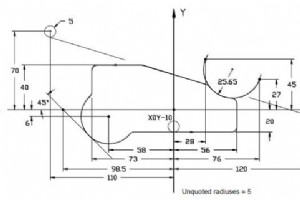
Enviar por:BEATA Dibujo/Imagen Programa CNC N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70I-5N22

Enviar por:BEATA Dibujo/Imagen Programa CNC N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G13X85J-
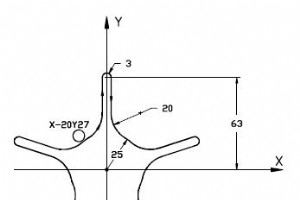
Enviar por:Brian Dibujo/Imagen Programa CNC N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I-25N2
Programación Fagor 8070 Listas completas de códigos G / Códigos M. Fresadora Fagor 8070M Códigos G Códigos G Descripción G00 Avance rápido. G01 Interpolación lineal. G02 Interpolación circular (helicoidal) en el sentido de las agujas del reloj. G03 Interpolación circular (helicoidal) en sentid
máquina CNC