


Fanuc G15 G16 Finalizar/Iniciar interpolación de coordenadas polares
G15 Interpolación de coordenadas polares finales
Interpolación de coordenadas polares finales G15
Programación
G15
G16 Iniciar interpolación de coordenadas polares
G16 Iniciar interpolación de coordenadas polares
Programación
G16
Los puntos entre G16 y G15 se pueden definir mediante coordenadas polares.
La selección del plano en el que se pueden programar las coordenadas polares se realiza con G17 – G19.
Con la dirección del primer eje se programará el radio,
con la dirección del segundo eje se programará el ángulo,
ambos relacionados con el punto cero de la pieza.
Ejemplo
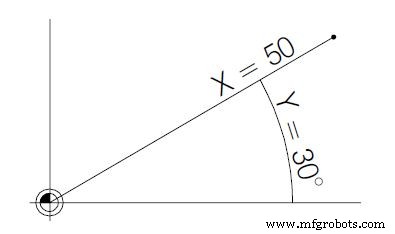
N75 G17 G16 N80 G01 X50 Z30 first axis: radius X=50 second axis: angle Y=30
máquina CNC
- Diseñar para la sostenibilidad:comience con el fin en mente
- Lista completa de códigos G
- Ejemplo de programa de rotación de coordenadas de Fanuc G68
- Rotación de coordenadas Fanuc G68
- Ejemplo de subprograma Fanuc
- Comando Fanuc Dwell G04
- Interpolación circular de Fanuc G02 Ejemplo de código G
- Códigos de alarma Fanuc 21
- Ejemplo 2 de programación de interpolación circular
- Permanencia Fanuc G04
- Lista de códigos G de Fanuc