Manufactura industrial
máquina CNC

Códigos M de Heidenhain (funciones varias) para Heidenhain TNC 640/530/410/426/430/320 Heidenhain TNC 320 Códigos Heidenhain M Código M Descripción M0 Detener la ejecución del programa (Spindle STOP, Coolant OFF) M1 Programa opcional STOP (Spindle STOP, Coolant OFF) M2 Detener la ejecución del

Lista completa de códigos de error para NUM controles CNC NUM 1000/1020/1040/1050/1060 T y G NUM 1060 control CNC NUM errores de control CNC Errores varios y errores de máquina Número de error Significado del error 1 Carácter desconocido / Eje no reconocido por el sistemaDemasiados dígitos despué

Todos los husillos, que han estado inactivos durante más de 4 días, deben someterse a un ciclo térmico antes de operar a más de 6000 RPM. Esto evitará un posible sobrecalentamiento del husillo debido al asentamiento de la lubricación. Este programa de calentamiento de 20 minutos hará que el husillo
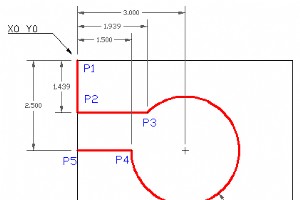
Código de ejemplo de programa CNC con dibujo para mostrar cómo se puede fresar un arco en una fresadora cnc.G02 La interpolación circular en el sentido de las agujas del reloj con I y J se utiliza para el mecanizado de arco. G2 Interpolación circular CW G2 X... Y... I... J... Parámetro Descripción

Lista completa de códigos Okuma Lathe G y M para maquinistas cnc que trabajan en tornos cnc Okuma. Torno CNC Okuma OSP-P200L Códigos G de Torno Okuma Código G Descripción G00 Posicionamiento G01 Interpolación lineal G02 Interpolación circular (CW) G03 Interpolación circular (CCW) G04 Permanen

Lista completa de códigos Okuma Mill G y M para maquinistas cnc que trabajan en fresadoras cnc Okuma. Molino Okuma OSP-P200M Códigos Okuma Mill G Código G Descripción G00 Posicionamiento G01 Interpolación lineal G02 Interpolación circular – Corte helicoidal (CW) G03 Interpolación circular:cort

Fanuc 21i Modelo A Códigos de alarma para maquinistas CNC. Fanuc 21i Modelo A Códigos de alarma Alarmas Fanuc 21i Modelo A Errores de programa (alarma P/S) Errores de programa /Alarmas de programa y funcionamiento (alarma P/S) 0 POR FAVOR APAGUE LA ALIMENTACIÓN 1ª ALARMA DE PARIDAD ALARMA DE PAR

Códigos de alarma Fanuc 21i para maquinistas CNC. Fanuc 21iMB Alarmas Fanuc 21i Errores de programa (alarma P/S) Errores de programa /Alarmas de programa y funcionamiento (alarma P/S) 0 POR FAVOR APAGUE LA ALIMENTACIÓN 1ª ALARMA DE PARIDAD ALARMA DE PARIDAD DE 2 TV 3 DEMASIADOS DÍGITOS 4 DIRECCI

Códigos de alarmas Fanuc 16i 18i para maquinistas CNC. Este código de alarma de Fanuc se aplica a los siguientes controles CNC de Fanuc Fanuc 16i/18i Modelo A Fanuc 16i/18i Modelo B Fanuc 16iL modelo A Fanuc 16iP modelo A Fanuc 16iP/18iP Modelo B FANUC 18i-MB Alarmas Fanuc 16i 18i Errores de pr
Ejemplo completo de programación cnc para maquinistas que trabajan en una máquina de electroerosión por hilo (mecanizado por descarga eléctrica) Introducción al corte de alambre CNC El corte por electroerosión por hilo, también conocido como mecanizado por descarga eléctrica, es un proceso que util

Listados completos de código G para varios controles de máquina de fresado/torno cnc. El código G de múltiples controles cnc se describe con artículos y ejemplos de programación. Código G para maniquíes CNC Códigos G de máquina CNC Códigos G y códigos M de máquina CNC:fresado y torno CNC Códigos

Ejemplo de programa CNC para cortar Quincunx en un controlador de corte por plasma CNC.Este ejemplo de programa está programado en programación incremental G91. ¿Qué es una máquina de corte por plasma CNC? Corte por plasma El corte por plasma es un proceso que se utiliza para cortar acero y otros m

Códigos de alarma del husillo Fanuc y fallas de accionamiento del husillo Fanuc. Accionamiento por husillo de CA de Fanuc Modelo A06B-6052-H002 Fallas en el accionamiento del husillo de CA Lista de alarmas para A06B-6052-Hxxx Lista de alarmas para las siguientes unidades: Modelo 1 A06B-6052-H00

Llaves hexagonales o llaves Allen para maquinistas CNC Una llave Allen (también conocida como llave hexagonal o llave hexagonal o llave Allen) tiene una sección transversal hexagonal para adaptarse a cabezas de tornillos con huecos hexagonales. Páginas:1 2 3 4 5 6 7 8 9 10 11 12
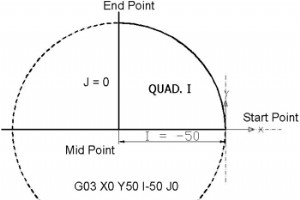
Tercera parte de los artículos de varias series Programación y conceptos de interpolación circular.Esta parte explica brevemente cómo los maquinistas cnc pueden calcular y programar interpolación circular G02 G03 con el uso de I J y K . Lea otras partes de este artículo Conceptos de interpolación
Haas M88 refrigerante a través del husillo activado El código M88 se utiliza para activar la opción de refrigerante a través del husillo (TSC), un M89 desactiva el refrigerante.Se deben instalar las herramientas adecuadas, con un orificio pasante, antes de utilizar el sistema TSC. Si no se utilizan
Apagado del refrigerante a través del husillo de Haas M89 M89 se utiliza para desactivar la opción Refrigerante a través del husillo (TSC). Cuando se llama a M89, el husillo se detendrá y la bomba TSC se apagará. Activa la purga durante el tiempo especificado en el parámetro 237 y luego desactiva l

Modo de suspensión Haas M95 El modo de suspensión es esencialmente una permanencia prolongada (pausa). El modo de suspensión se puede usar cuando el usuario desea que la máquina comience a calentarse para que pueda estar lista para usar cuando lleguen los operadores. Programación El formato del
ENTRADA DE USUARIO INTERACTIVA Haas M109 El código M109 M permite que un programa de código G coloque un breve aviso (mensaje) en la pantalla. Una variable de macro en el rango de 500 a 599 debe especificarse mediante un código P. El programa puede verificar cualquier carácter que se pueda ingresar

POSICIÓN DE LA ESPIGA DE REFRIGERANTE Haas M34 HACIA ABAJO M34 POSICIÓN DE LA ESPIGA DE REFRIGERANTE HACIA ABAJO, INCREMENTO (+1) M34 Incrementa la posición de la espiga actual un lugar hacia abajo.Incrementar la posición de la espiga hace que la espiga se mueva hacia abajo un lugar desde la posi
máquina CNC