Manufactura industrial
máquina CNC
Enviar por:Brian Dibujo/Imagen Programa CNC %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X-.5 Y
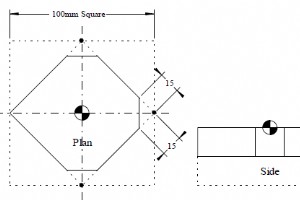
Enviar por:Brian Dibujo/Imagen Programa CNC 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+016 D
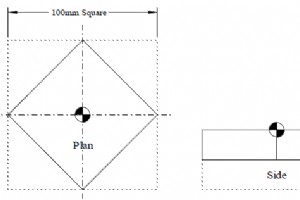
Enviar por:Brian Dibujo/Imagen Programa CNC 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M3017 EN

Enviar por:Brian Dibujo/Imagen Programa CNC 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP ?17

Lista de parámetros Haas (fresado/torno) para maquinistas cnc que trabajan en torno/fresado cnc Haas. Los parámetros son valores rara vez modificados que modifican el funcionamiento de la máquina. Estos incluyen tipos de servomotores, relaciones de engranajes, velocidades, límites de carrera almace

Si su Haas CNC tiene algún problema, como que no se puede encender/apagar solo/el teclado emite un pitido, aquí hay algunos pasos de solución de problemas que puede seguir. Antes de continuar ADVERTENCIA:Algunos procedimientos de servicio mecánico y eléctrico pueden ser extremadamente peligrosos o

Lista de códigos Mazak INTEGREX M para maquinistas cnc.Función miscelánea (M-Code) para Mazak INTEGREX 300/400-III/III T/IIIS/IIIST Lista de códigos Mazak M Códigos M Descripción M00 Parada del programa M01 Parada opcional M02 Fin del programa M03 Rotación normal del husillo M04 Rotación inve
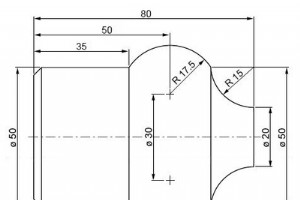
Ejemplo de programa CNC para mostrar cómo se pueden programar dos arcos combinados con G02 G03 para un torno cnc. El primer arco se programa con G02 R, pero el segundo arco se programa con G03 I K G02 G03 Ejemplo de programación Ejemplo de programación G02 G03 N50 G00 X20 Z85N60 G96 S200N70 G01 Z

Lista de códigos Mazak G para maquinistas cnc que trabajan en máquinas cnc Mazak INTEGREX 300/400-III/III T/IIIS/IIIST. Códigos Mazak G Código G Función G00 Posicionamiento G01 Interpolación lineal G01.1 Roscado con interpolación del eje C G02 Interpolación circular (CW) G03 Interpolación cir

Lista de códigos Mazak G para maquinistas cnc que trabajan en centros de mecanizado MAZAK. Lista de códigos Mazak G Código G Función G00 Posicionamiento G01 Interpolación lineal G01.1 Roscado con interpolación del eje C G02 Interpolación circular (CW) G03 Interpolación circular (CCW) G02.1 I

Mazak plc lista de alarmas para maquinistas cnc. Lista de alarmas para Mazak INTEGREX 300/400-II Para otras listas de alarmas de Mazak, visite las siguientes páginas. Error de unidad/sistema Mazak (n.º 1 - n.º 99, n.º 1000 - n.º 1099) Error de control de la máquina CNC Mazak (No. 100 - No. 199,
Lista de códigos Mach3 m para maquinistas cnc. Estos códigos Mach3 m funcionan tanto para fresado como para torneado. Códigos Mach3M Código M Significado M0 Parada del programa M1 Parada de programa opcional M3 Fin del programa M3/4 Gire el husillo en sentido horario/antihorario M5 Detener la
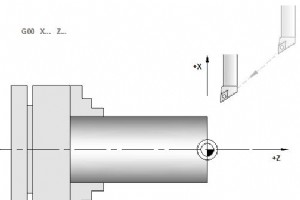
Posicionamiento de movimiento rápido Haas G00:torno Haas G00 El código G se utiliza para mover el eje de la máquina a la máxima velocidad. G00 se utiliza principalmente para colocar rápidamente la máquina en un punto determinado antes de cada comando de alimentación (corte) (todos los movimientos se
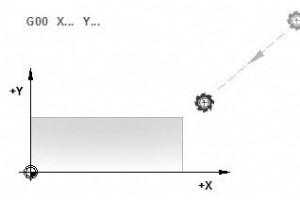
Posicionamiento de movimiento rápido Haas G00:fresadora Haas G00 El código G se utiliza para mover el eje de la máquina a la máxima velocidad. G00 se utiliza principalmente para colocar rápidamente la máquina en un punto determinado antes de cada comando de alimentación (corte) (todos los movimiento

Fanuc 15i Alarmas/Errores para maquinistas CNC. Alarmas Fanuc 15i Errores de Programa/Alarmas (alarma P/S) Errores de programa/Alarmas de programa y funcionamiento (alarma P/S) PS001 MODO DE CONTROL DE EJE ILEGAL PS003 DEMASIADOS DÍGITOS PS006 USO ILEGAL DEL SIGNO MENOS PS007 USO ILEGAL DEL PUNT

Fanuc 10/11/12 Alarma/Códigos de error para maquinistas CNC. Códigos de alarma Fanuc 10/11/12 Errores de Programa/Alarmas (alarma P/S) Errores de programa/Alarmas de programa y funcionamiento (alarma P/S) PS003 DEMASIADOS DÍGITOS PS006 USO ILEGAL DE VALOR NEGATIVO PS007 USO ILEGAL DEL PUNTO DECI
Fanuc serie 15 Alarmas/Errores para maquinistas CNC. Alarmas Fanuc Serie 15 Errores de Programa/Alarmas (alarma P/S) Errores de programa/Alarmas de programa y funcionamiento (alarma P/S) PS003 DEMASIADOS DÍGITOS PS006 USO ILEGAL DEL SIGNO MENOS PS007 USO ILEGAL DEL PUNTO DECIMAL PS010 CÓDIGO G IN

Selca CNC 4000/3000 Series control G-Functions/G-codes para maquinistas cnc que trabajan en máquinas cnc con controles Selca cnc. Estas funciones de Selca G funcionan siguiendo los controles cnc de Selca, Serie Selca S4000: S4040, S4040, S4045P, S4060D Serie Selca S3000: S3040, S3045, S3045P, S303

Los maquinistas de CNC que trabajan en máquinas de fresado/torno cnc con control cnc D.Electron Z32 pueden descargar libremente los manuales de programación D.Electron Z32 del sitio web de D.Electron (enlace que figura a continuación). Manuales CNC D.Electron Z32 Idiomas disponibles Estos manuale
NUM 1020/1040/1060T G Lista de códigos para maquinistas cnc que trabajan en tornos cnc con NUM controles cnc. Códigos NUM 1020/1040/1060T G Código G Descripción G00 Interpolación lineal de alta velocidad G01 Interpolación lineal con avance programado G02 Interpolación circular en el sentido de
máquina CNC