Manufactura industrial
máquina CNC

Lista completa de códigos de alarma Yasnac MX1. Control CNC Yasnac MX1 Códigos de alarma Yasnac MX1 0 APAGADO 1 ZR NO LISTO (X) 2 ZR NO LISTO (Y) 3 ZR NO LISTO (Z) 4 ZR NO LISTO (4) 5 ZR NO LISTO (5) DÉCIMO ERROR 11 ERROR DE TELEVISIÓN 12 DESBORDAMIENTO (128CH) 13 ERROR DE PROG (SIN DIRECCIÓN) 14

Lista completa de códigos de alarma Yasnac MX2. Control CNC Yasnac MX2 Códigos de alarma Yasnac MX2 0 APAGADO 1 ZR NO LISTO (X) 2 ZR NO LISTO (Y) 3 ZR NO LISTO (Z) 4 ZR NO LISTO (4) 5 ZR NO LISTO (5) DÉCIMO ERROR 11 ERROR DE TELEVISIÓN 12 DESBORDAMIENTO (128 canales) 13 ERROR DE PROG (SIN DIRECCI

Lista completa de códigos de alarma Yasnac MX3. Control CNC Yasnac MX3 Códigos de alarma Yasnac MX3 1 ZR NO LISTO (X) 2 ZR NO LISTO (Y) 3 ZR NO LISTO (Z) 4 ZR NO LISTO (4) 5 ZR NO LISTO (5) DÉCIMO ERROR 11 ERROR DE TELEVISIÓN 12 DESBORDAMIENTO (128 canales) 13 ERROR DE PROG (SIN DIRECCIÓN) 14 ERR
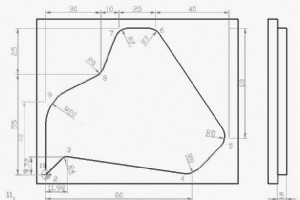
Ejemplo de programación de Siemens Sinumerik 810 para mostrar cómo los maquinistas cnc pueden mecanizar esquinas Radius. El control CNC Sinumerik 810 usa U+ para el radio (vea el ejemplo a continuación).El control CNC Sinumerik 810 usa U- para el chaflán.U debe ser cualquier valor numérico positivo

802C es un control Siemens Sinumerik de gama baja. 3 ejes y husillo. La interfaz a los servos es analógica. RS232C para transferencia de archivos. China es el mercado objetivo de OEM y la comunidad de usuarios. Siemens Sinumerik 802C Manuales Sinumerik 802C / 802S /802D Los maquinistas CNC pued

Igual que Siemens Sinumerik 802C pero con interfaz para controladores paso a paso Siemens Sinumerik 802S Manuales Sinumerik 802C / 802S /802D Los maquinistas de CNC pueden descargar libremente los manuales de operación de programación de Siemens Sinumerik 802C/802S/802D del sitio web de Siemens,M
DIN significa Deutsches Institut für Normung, que significa Instituto alemán de normalización. Estándares DIN relacionados con CNC DIN 66025-1 Control numérico de máquinas, formato; requisitos generales DIN 66025-2 Automatización industrial; control numérico de máquinas; formato, funciones prepara

Lista completa de códigos de alarma Yaskawa Yasnac 3000G. Yaskawa Yasnac 3000G Códigos de alarma Yasnac 3000G 11 AUMENTO EXCESIVO DE TEMPERATURA EN EL PANEL 12 ERROR DE PARIDAD HORIZONTAL DE CINTA/MEMORIA 13 ERROR DE PARIDAD VERTICAL DE LA CINTA 14 ERROR DE FORMATO 15 ERROR DE DATOS 16 ERROR DE C
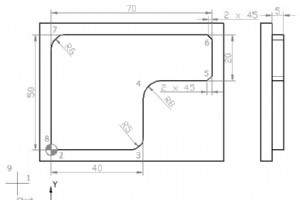
Ejemplo de programación de fresadora cnc Siemens Sinumerik 810 que muestra cómo los maquinistas cnc pueden mecanizar/programar radios y chaflanes. Programación de radio/chaflán Sinumerik 810 Los valores U+ se utilizan para la programación de radios.Los valores U- se utilizan para la programación de
Cuando se presiona la tecla Restablecer, la ejecución del programa de pieza se detiene y la ejecución del programa regresa al principio del programa.El programa no se reiniciará sin presionar la tecla Inicio CN.
Siemens Sinumerik REPOSition significa reposición. REPOSition es un modo de funcionamiento del control numérico. Si una herramienta se rompe, o por cualquier motivo el operador debe interrumpir la ejecución del programa y el trabajo fuera del contorno, la herramienta puede volver al contorno en el m
Siemens Sinumerik Marcador de fin de subrutina. A diferencia de M17, M02 y M30, RET le permite especificar el destino de la devolución.
FANUC abreviatura de Fuji Automatic Numerical Control . Relacionado: Cómo se denominan los controles CNC de Fanuc Fresado Torneado RectificadoAprenda la programación de Fanuc

Lista completa de códigos de alarma Yaskawa Yasnac LX1. Control CNC Yasnac LX1 Códigos de alarma Yasnac LX1 1 ZR NO LISTO (X) 2 ZR NO LISTO (Z) 5 RESTABLECER NO LISTO (DESPUÉS DE EDITAR) DÉCIMO ERROR 11 ERROR DE TELEVISIÓN 12 DESBORDAMIENTO (128 canales) 13 ERROR DE PROG (SIN DIRECCIÓN) 14 ERROR

Lista completa de códigos de alarma Yaskawa Yasnac LX2. Control CNC Yasnac LX2 Códigos de alarma Yasnac LX2 1 ZR NO LISTO (X) 2 ZR NO LISTO (Z) 5 RESTABLECER NO LISTO (DESPUÉS DE EDITAR) DÉCIMO ERROR 11 ERROR DE TELEVISIÓN 12 DESBORDAMIENTO (128 canales) 13 ERROR DE PROG (SIN DIRECCIÓN) 14 ERROR

Lista completa de códigos de alarma Yaskawa Yasnac LX3. Control CNC Yasnac LX3 Códigos de alarma Yasnac LX3 1 ZR NO LISTO (X) 2 ZR NO LISTO (Z) 5 RESTABLECER NO LISTO (DESPUÉS DE EDITAR) DÉCIMO ERROR 11 ERROR DE TELEVISIÓN 12 DESBORDAMIENTO (128 canales) 13 ERROR DE PROG (SIN DIRECCIÓN) 14 ERROR
Esta es una serie de artículos para maquinistas/programadores de cnc para explicar los conceptos y métodos de programación de la interpolación circular.Sin duda, cada componente en el taller de mecanizado cnc tiene algún tipo de arco, radio, círculo, por lo que no solo es necesario sino imprescindib

Lista completa de códigos de alarma Fanuc 21. (Fanuc 21 Modelo B) Control CNC Fanuc Serie 21-T Códigos de alarma Fanuc 21 0 POR FAVOR APAGUE LA ALIMENTACIÓN 1ª ALARMA DE PARIDAD ALARMA DE PARIDAD DE 2 TV 3 DEMASIADOS DÍGITOS 4 DIRECCIÓN NO ENCONTRADA 5 SIN DATOS DESPUÉS DE LA DIRECCIÓN 6 USO ILEG
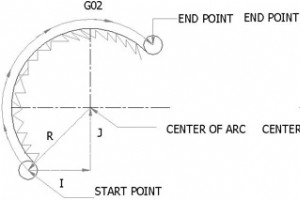
Segunda parte de la serie Conceptos de interpolación circular y programación, este artículo explica la información necesaria para programar/mecanizar la interpolación circular en una máquina cnc y cómo los maquinistas cnc pueden programar la interpolación circular con R (radio). Lea otras partes de

Igual que Inicio NC. CYCLE START se utiliza para iniciar la ejecución del programa seleccionado. Se utiliza para iniciar la ejecución de bloques CN en el búfer MDI. Ver el botón verde en la parte inferior, Controlador SIEMENS SINUMERIK 808D
máquina CNC