Manufactura industrial
máquina CNC

Lista completa de códigos G para los controladores CNC Hust Lathe.Una buena referencia para los maquinistas CNC que trabajan en tornos CNC con controles Hust CNC. La siguiente lista de códigos G funciona en los controles Hust CNC siguientes y relacionadosControlador de torno CNC H6C-TControlador CN

Lista completa de códigos M para maquinistas CNC que trabajan en tornos CNC con controlador CNC Hust H6C-T. Para códigos G Hust CNC Lista de códigos G del controlador de torno CNC Hust H4CL-T y H6C-TLista de códigos G del CNC Hust – Fresadora CNC H4M y H4CL-M Controlador CNC de torno Hust H6C-T C
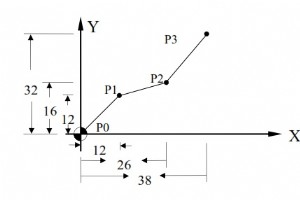
Ejemplo de programa de código G básico simple de Hust CNC, que muestra la diferencia entre la coordenada absoluta G90 y la coordenada incremental G91. Este tutorial también se aplica a la mayoría de los controles CNC de Fanuc.Este es un buen recurso para que los maquinistas de CNC de nivel principi
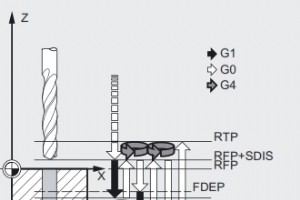
El ciclo de taladrado Peck Sinumerik CYCLE83 de Siemens facilita el taladrado de orificios profundos. El ciclo de taladrado muy flexible brinda a los maquinistas cnc un control total sobre todos los aspectos de las tareas de taladrado de orificios profundos. Los maquinistas de CNC pueden controlar

Los maquinistas CNC a los que les gusta programar en el dialecto ISO pueden descargar nuevas configuraciones de máquina para SinuTrain para SINUMERIK Operate V4.4 Ed.2 Los maquinistas CNC pueden ampliar SinuTrain para SINUMERIK Operate V4.4 Ed.2 con las nuevas máquinas de ejemplo Torno con herrami
Un ejemplo de programa cnc muy simple que muestra el uso del ciclo de taladrado de agujero profundo Siemens Sinumerik CYCLE83. Siemens Sinumerik CYCLE83 Descripción general del ciclo de taladrado profundo CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) RTP Plano de retira
El control cnc de Heidenhain utiliza una forma muy fácil de hacer referencia a las coordenadas absolutas e incrementales. Coordenada) Para las coordenadas incrementales, I tiene como prefijo el eje al que desea acceder el maquinista CNC,IX =posición o coordenada incremental del eje XIY =posición o

Heidenhain M Lista de códigos para maquinistas CNC que trabajan en máquinas CNC con Heidenhain TNC 426 y controles CNC similares. Lista de códigos Heidenhain M – TNC 426 Lista de códigos M de Heidenhain Función de código MM0 Parada del programaM1 Parada opcional (parada del progra

Aquí hay una breve historia de los controles cnc de Heidenhain a lo largo de los años. Historia del Control CNC de HEIDENHAIN 1968 VRZ 59.4 contador bidireccional para un eje 1974 HEIDENHAIN 5041 unidad de visualización de posición numérica 1976 TNC 110 y TNC 120 controles numéricos de posicio
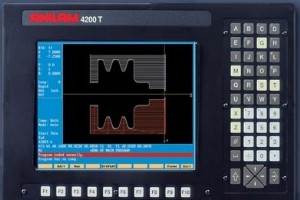
Lista de códigos G de Anilam para maquinistas CNC que trabajan en máquinas de torno CNC con controles CNC de Anilam como 4200TSe puede especificar más de un código G por bloque.Si un bloque contiene códigos G en conflicto, un error aparece el mensaje. Controles CNC 4200T para torneado Códigos Anil

Lista de códigos ANILAM G para controles de fresado CNC como 6000MLos códigos G inician comandos de movimiento, ciclos fijos y varias funciones de máquina y CNC.Se puede especificar más de un código G por bloque. Si un bloque contiene códigos G en conflicto, aparecerá un mensaje de error. Lista de
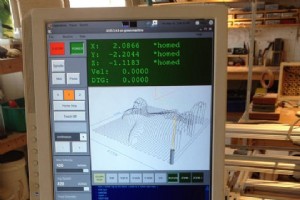
LinuxCNC es un sistema de software para el control informático de máquinas herramienta, como fresadoras y tornos.LinuxCNC es un software gratuito con código fuente abierto.LinuxCNC proporciona varias interfaces gráficas de usuario, incluida una para pantallas táctiles. Códigos G Código G Descripci
Configuración de desplazamiento programable del código G10 G de Haas El código G de configuración de compensación programable Haas G10 permite al programador establecer compensaciones dentro del programa. El uso de G10 reemplaza la entrada manual de compensaciones (es decir, longitud y diámetro de
La aplicación Sandvik Coromant Insert Identifier para iPhone, Android y Blackberry le ayuda a encontrar qué solución de Sandvik Coromant es equivalente a la plaquita que utiliza actualmente. Le guiará cuando no esté seguro de qué calidades y geometrías de Sandvik Coromant están disponibles. Los res
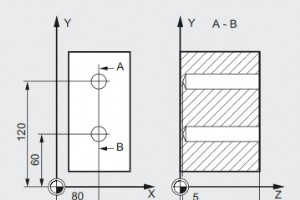
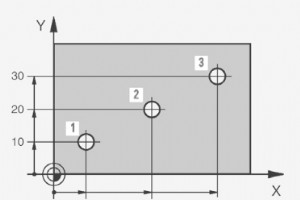
¿Qué es Dimensiones Absolutas (Programación Absoluta)? Con dimensiones absolutas o programación absoluta, la posición programada siempre se refiere al punto cero del sistema de coordenadas actualmente válido (pieza-punto cero). G90 Dimensiones absolutas o programación absoluta es código G modal. S
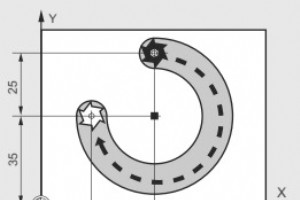
G90 Dimensiones absolutas o programación absoluta es código G modal. Siemens Sinumerik proporciona un comando AC (dimensiones absolutas no modales) para acceder a la posición absoluta del eje individual. Leer el artículo completo Sinumerik Absolute Dimensions G90 Modal y AC Non-modal Command. Dimen
¿Qué es Sinumerik MSG Command? Con la instrucción MSG() de Siemens Sinumerik MSG, cualquier cadena de caracteres del programa de pieza puede enviarse como mensaje al operador. Estos mensajes pueden ser de cualquier tipo, desde informativos hasta mensajes de visualización de datos críticos en tiemp
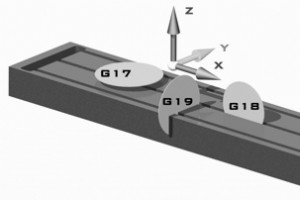
Nunca usé G17 G18 G19, aunque no sé cómo funcionan estos códigos G de selección de plano, pero sigo trabajando bien en mi fresadora cnc y máquinas de torno cnc, ¿por qué? La respuesta corta es que los maquinistas de cnc no están obligados a programar los códigos G de selección de plano G17 G18 G19.
Este video muestra varias operaciones de fresado de roscas CNC usando un Tormach PCNC 1100. El fresado de roscas se demuestra tanto en acero como en aluminio usando un cortador en V de forma única de 60 grados.

Dado que las máquinas cnc de Haas son capaces de contener varias compensaciones de herramienta y muchas compensaciones de trabajo, un maquinista de CNC puede usar tantas compensaciones de herramienta y compensaciones de trabajo como requiera el programa cnc. Opción de filtrado de compensaciones de t
máquina CNC