


Hust CNC Mill G90 Coordenadas absolutas G91 Ejemplo de coordenadas incrementales
Ejemplo de programa de código G básico simple de Hust CNC, que muestra la diferencia entre la coordenada absoluta G90 y la coordenada incremental G91.
Este tutorial también se aplica a la mayoría de los controles CNC de Fanuc.
Este es un buen recurso para que los maquinistas de CNC de nivel principiante y los programadores de CNC comprendan la diferencia entre G90 y G91.
En Hust CNC Mill Controls
El código G90 G se usa para coordenadas absolutas
El código G91 G se usa para coordenadas incrementales.
G90 Coordenada Absoluta
El origen (punto cero de la pieza de trabajo) es la referencia. Las coordenadas de todos los puntos que describen la forma de la pieza de trabajo (parte de la máquina) se calculan desde el origen.
G91 Coordenada incremental
Las coordenadas de todos los puntos que describen la forma de la pieza de trabajo (parte de la máquina) se calculan a partir del punto final del bloque anterior.
Flexibilidad Hust CNC
G90 Coordenada Absoluta
En el modo de coordenadas absolutas G90
X se usa para movimientos absolutos del eje X.
Y se usa para movimientos absolutos del eje Y.
Z se usa para movimientos absolutos del eje Z.
Pero en el modo de coordenadas absolutas G90, U, V, W se pueden usar para comandos de movimiento incremental del eje
U se usa para movimientos incrementales del eje X.
V se usa para movimientos incrementales del eje Y.
W se utiliza para movimientos incrementales en el eje Z.
En resumen, si está trabajando en el modo de coordenadas absolutas G90, si lo desea, puede realizar movimientos incrementales usando U, V, W.
Por lo tanto, no hay necesidad de usar el comando G-Code de coordenadas incrementales G91.
G91 Coordenada incremental
En el modo de coordenadas incrementales G91
X se usa para movimientos incrementales del eje X.
Y se usa para movimientos incrementales del eje Y.
Z se usa para movimientos incrementales del eje Z
En el modo de coordenadas incrementales G91 no se pueden usar U, V, W.
Ejemplo de Programa CNC
Hust CNC Mill G90 Coordenadas absolutas G91 Ejemplo de coordenadas incrementales
G90 Coordenada Absoluta
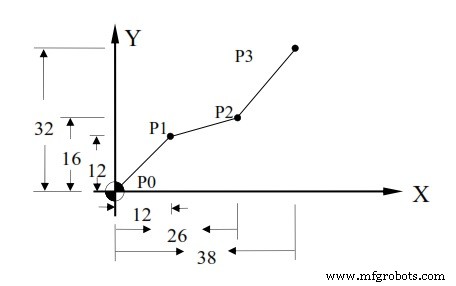
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
G91 Coordenada incremental
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
G90 Coordenada Absoluta
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
Uso mixto
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
O
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
máquina CNC
- Torneado cónico con ciclo de torneado modal G90:código de ejemplo de CNC
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Ciclo de taladrado G81:repetición de taladrado en modo incremental G91 Código de ejemplo
- Programación de fresado CNC Absoluto Incremental G90 G91 Código de ejemplo
- Códigos G de fresadora CNC de Haas
- Cómo fresar código de ejemplo de programa CNC de círculo completo
- Picoteo de contorno de fresado CNC:ejemplo de repetición de subprograma Fanuc
- Maquinistas CNC novatos un ejemplo de ciclo fijo CNC básico G90
- Programa de fresado Sinumerik:comandos de dimensiones absolutas G90 AC
- Posiciones de pieza absolutas e incrementales de Heidenhain con ejemplo
- Lista de códigos Hust CNC G:fresadora CNC H4M y H4CL-M