


Programa de fresado CNC G91 G41 G43
Los ejemplos de programas de fresado CNC muestran el uso de códigos G G91 G41 G43.
Programa de fresado CNC G91 G41 G43
Programa de pieza CNC
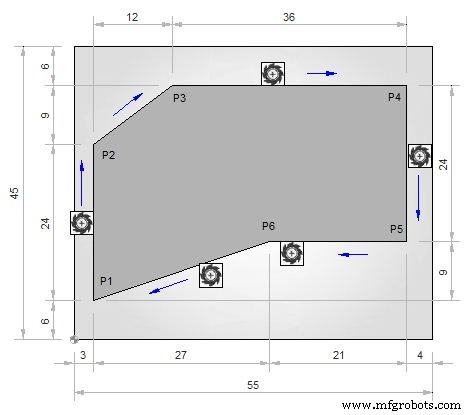
N05 G54 N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X-22 Y-22 N25 Z-3 N30 G1 X3 Y6 G41 H2 (P1) N35 G91 X0 Y24 (P2) N40 X12 Y9 (P3) N45 X36 (P4) N50 Y-24 (P5) N55 X-21 (P6) N60 G90 X3 Y6 (P1) N65 G0 X-21 G40
Explicación de códigos G M S T
| Código | Descripción |
|---|---|
| G00 | Avance rápido |
| G01 | Interpolación lineal |
| G40 | Cancelar compensación de cortador |
| G41 | Compensación izquierda del radio de la punta de la herramienta |
| G43 | Compensación de longitud de herramienta + dirección |
| G54 | Selección del sistema de coordenadas de pieza 1 |
| G90 | Comando absoluto |
| G91 | Comando incremental |
| M06 | Cambio de herramienta |
| T | Herramienta |
| S | Velocidad |
| F | Feed |
Ejemplo de subprograma de fresado CNC Unión de varios arcos G02 G03 G41
Ejemplo de programa de fresado de cajeras CNC:fresado por picoteo
máquina CNC
- Ejemplo de programa CNC de Fanuc
- Parada de programa CNC M-Code M00
- Programa de muestra de fresado CNC
- Programación de fresado CNC Absoluto Incremental G90 G91 Código de ejemplo
- Placa de rejilla de taladrado con ciclo de taladrado G81:programa CNC de muestra
- Bloque de programa CNC
- Cómo fresar código de ejemplo de programa CNC de círculo completo
- ¿Cómo hacer un programa CNC?
- Ejemplo de programa de chaflán/radio de fresado CNC Sinumerik 810
- Ejercicio de programación de fresadoras CNC con programación incremental G91
- G41 G40 Ejemplo de compensación del radio del cortador Programa de fresado CNC