


G41 G40 Ejemplo de compensación del radio del cortador Programa de fresado CNC
El programa de ejemplo de compensación del radio del cortador muestra cómo se pueden usar G41, G40 en un programa de fresado cnc.
El código de compensación del cortador utilizado en este programa es,
- G41 Compensación del radio de corte izquierdo
- Cancelación de la compensación del radio del cortador G40
Ejemplo de compensación de radio de corte
Ejemplo de compensación del radio del cortador G41 G40
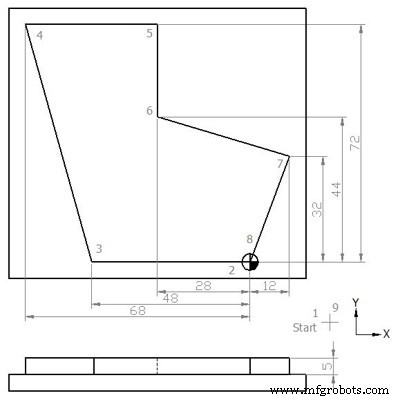
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
Pieza terminada
Después de completar el proceso de mecanizado, el componente se verá como
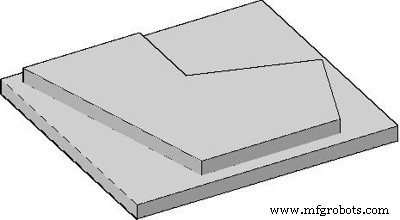
Compensación del radio del cortador Ejemplo de pieza terminada
Explicación del Código G del CNC
G00 :Avance rápido.
G54 :Offset cero no. 1.
G64 :Modo de trayectoria continua.
G90 :Sistema de dimensionamiento absoluto.
G17 :Selección del plan X-Y.
G41 :Activación de la compensación del radio de corte (movimiento del lado izquierdo)
G40 :Compensación del radio de la fresa desactivada
S :Velocidad del husillo
F :Avance del movimiento del eje
M :Rotación de la fresa (3=sentido horario, 4=sentido antihorario)
D :Corrección de herramienta no
máquina CNC
- Ejemplo de programa CNC de Fanuc
- Ejemplo de programa de ciclo de taladrado CNC G81
- Fresado de ranuras en un ejemplo de programa CNC de muestra
- Programa CNC de ejemplo de ciclo de roscado G84
- Cómo fresar código de ejemplo de programa CNC de círculo completo
- Ejemplo de programa de chaflán/radio de fresado CNC Sinumerik 810
- Ejemplo de programación de Sinumerik 810 Fresadora CNC
- Programa de fresado CNC con compensación de radio de corte G41 a la izquierda
- Fresado de arco usando G2 I &J Ejemplo de programa CNC
- Ejemplo de programación de una fresadora CNC
- Programa de ejemplo de fresadora CNC G01 G02 G03 G90 G91