


Ejercicio de programación de fresadoras CNC con programación incremental G91
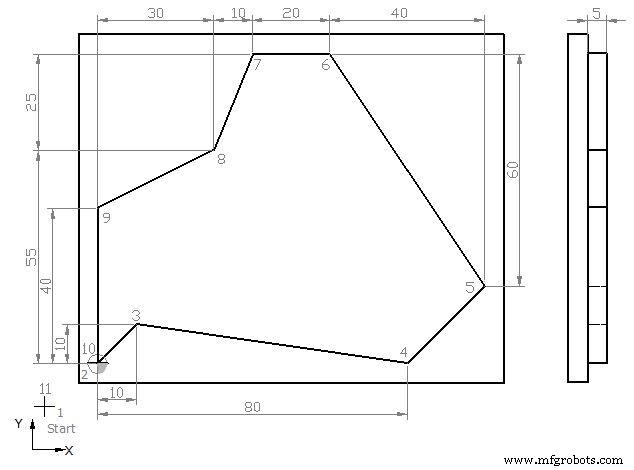
Este ejercicio de programación de fresadoras CNC le dará una idea más clara para comprender el dibujo y cómo encontrar la coordenada exacta de cada punto de dibujo.
Totalmente basado en el sistema de dimensionamiento incremental G91, para que los programadores/maquinistas cnc puedan aprender y comprender cómo funciona la programación incremental G91 .
Este programa está escrito para una fresadora CNC de 4 ejes, donde el eje C se usa para la mesa giratoria.
La fresadora CNC de 3 ejes también puede ejecutar este programa, así que para esto simplemente elimine el bloque de programa no. N15.
Ejercicio de programación de fresadoras CNC
Ejercicio de fresado CNC de programación incremental G91
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 G91 X20 Y20 ;Point 2 N40 X10 Y10 ;Point 3 N45 X70 Y-10 ;Point 4 N50 X20 Y20 ;Point 5 N55 X-40 Y60 ;Point 6 N60 X-20 ;Point 7 N65 X-10 Y-25 ;Point 8 N70 X-30 Y-15 ;Point 9 N80 X0 Y-40 ;Point 10 N85 G40 G90 X-20 Y-20 ;Point 11 N90 G00 Z50 N95 Y100 N100 M30
Pieza terminada
Después de completar el proceso de mecanizado, su trabajo se verá así en la vista 3D,
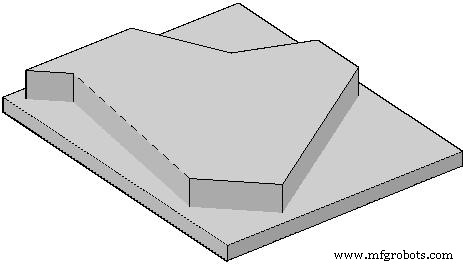
Pieza Mecanizada Completa en 3D
Explicación del Código G CNC
G00 :Avance rápido.
G54 :Offset cero no. 1.
G64 :Modo de trayectoria continua.
G90 :Sistema de dimensionamiento absoluto.
G91 :Sistema de dimensionamiento incremental.
G17 :Selección del plan X-Y.
G42 :Fresa activación de compensación de radio (movimiento lado derecho)
G40 :Compensación de radio de corte desactivada
S :Velocidad del husillo
F :Avance de movimiento de ejes
M :Movimiento de corte (3=horario , 4=sentido antihorario)
D :Herramienta nº
máquina CNC
- Ejercicio de programación de arco CNC
- Programación de fresado CNC Absoluto Incremental G90 G91 Código de ejemplo
- G71 Arco de agujeros para pernos:programación de fresado CNC
- Círculo de orificios para pernos G70:programación de fresado CNC
- Picoteo de contorno de fresado CNC:ejemplo de repetición de subprograma Fanuc
- Hust CNC Mill G90 Coordenadas absolutas G91 Ejemplo de coordenadas incrementales
- Ciclo de mandrinado Fanuc G85:programación de fresado CNC
- Sinumerik CYCLE82 Ciclo de avellanado de taladrado:programación de fresado CNC
- Rellene el espacio en blanco Ejercicio de programación CNC Arcos múltiples
- Complete el ejercicio de fresado de programación CNC en blanco
- Rellene el ejercicio de programación CNC en blanco