


Ciclo de mandrinado Fanuc G85:programación de fresado CNC
El ciclo de mandrinado Fanuc G85 también se denomina ciclo de escariado Fanuc G85.
Dado que el ciclo de mandrinado Fanuc G85 se puede utilizar para la operación de escariado.
Ciclo de mandrinado Fanuc G85 – Ciclo de escariado
La herramienta desciende hasta la profundidad final con avance y retrae el plano de retirada con avance.
Formato de ciclo de mandrinado Fanuc G85
G85 X Y Z R F K
X Y:posición del orificio
Z:profundidad de mandrinado (absoluta).
R:posición inicial de la herramienta sobre el orificio.
F:avance de corte
K:número de repeticiones (si es necesario) )
Ciclo de mandrinado Fanuc G85
Funcionamiento del ciclo de mandrinado de Fanuc G85
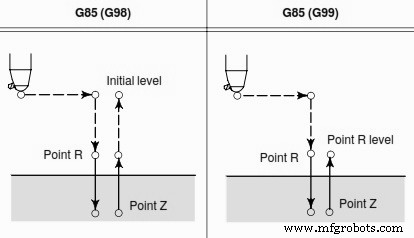
1 – Después del posicionamiento a lo largo de los ejes X e Y, se realiza el avance rápido hasta el punto R.
2 – El mandrinado/escariado se realiza desde el punto R hasta el punto de profundidad final Z con el avance especificado F.
3 – Después de completar la profundidad Z con el avance F, la herramienta regresa con el mismo avance F.
El plano de retorno depende de los códigos G G98, G99.
Si se especifica G98 con el ciclo de mandrinado G85, la herramienta vuelve al nivel inicial.
Si se especifica G99, la herramienta volverá al nivel R.
Programa de ejemplo de ciclo de mandrinado Fanuc G85
M3 S100 G90 G99 G85 X300. Y–250. Z–150. R–120. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Refrentado de ciclo fijo CNC Fanuc G72
- Ciclo de ranurado CNC Fanuc G75
- Ciclo de repetición de patrón CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de roscado CNC Fanuc G92
- Ejemplo de programación de torno CNC Fanuc
- Ejemplo de programación CNC de ciclo de rosca G76
- Ciclo de perforación ECS G85