Manufactura industrial
máquina CNC
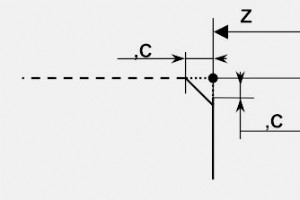
El movimiento lineal programado con G01 G Code se puede vincular al movimiento del siguiente bloque de programa CNC mediante un chaflán (C) o un radio (R). Relacionado: G01 Chaflán y redondeo de esquinas en un ejemplo de programa CNC G01 Programación de chaflanes El chaflán se puede identificar s
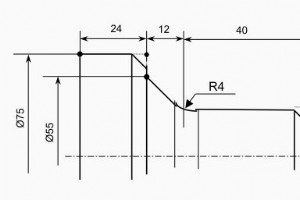
Para obtener una breve descripción de cómo se programan el chaflán y el radio de esquina con el código G01 G, lea el siguiente artículo de programación cncProgramación de chaflán y radio con el código G01 G. Puede leer otros artículos de programas de ejemplo de cnc, estos artículos de programación
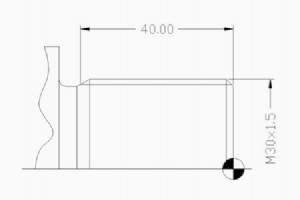
Fanuc Series 21i 18i 16i Corte de roscas con ciclo de roscado G76 El ciclo Fanuc G76 se puede utilizar para el corte de roscas internas y externas.Los controles CNC de la serie 21i 18i 16i de Fanuc utilizan el formato de bloque de dos programas del ciclo de roscado G76. Para ver un ejemplo de rosc
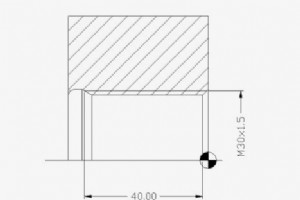
Programa CNC para el roscado interior con ciclo de roscado G76 en controles fanuc 21i/18i/16i. Para ver un ejemplo de roscado externo con ciclo de roscado G76, lea Corte de roscado externo con ciclo de roscado G76 en Fanuc 21i 18i 16i CNC Fanuc 21i/18i/16i utiliza el formato de dos bloques del cic
Run Stop Jog Continue (RSJC) es una función de control cnc disponible en tornos y fresadoras Haas. Descripción general de Haas Run Stop Jog Continue (RSJC) RSJC le permite detener un programa en ejecución, alejarse de la pieza y luego reanudar la ejecución del programa. Una vez que la herramienta e
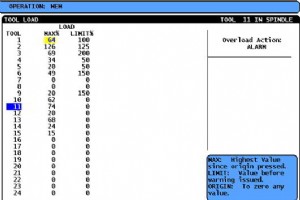
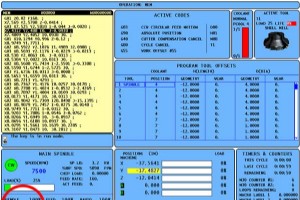
Monitoreo de carga de herramientas en Haas CNC El control cnc de Haas tiene una disposición para el monitoreo de la carga de la herramienta (husillo) que facilita al operador del cnc establecer un límite de carga para cada herramienta, que se encuentra en la pantalla Comandos actuales y presionando

Roscado rígido CNC La mayoría de las máquinas herramienta CNC ahora ofrecen una capacidad de roscado rígido como característica estándar. Durante el roscado rígido, la rotación y el avance del husillo de la máquina se sincronizan para coincidir con un paso de rosca específico a medida que el macho

Los códigos G también se denominan códigos preparatorios (funciones preparatorias). Lista completa de códigos CNC G Lista completa de códigos G Lista de códigos G que se encuentran comúnmente en Fanuc y controles CNC de diseño similar Código G Grupo Función A B C G00 G00 G00 01 Posicionamiento (

Funciones varias del torno CNC HAAS Códigos M de tornos CNC de Haas Código M Descripción M00 Parada del programa: Modal M01 Parada de programa opcional: Modal M02 Fin del programa: modal M03 Husillo en adelante (S) – Modal M04 Husillo en reversa (S) – Modal M05 Parada de husillo: Modal M08
Funciones preparatorias del torno CNC HAAS Códigos G de torno CNC de Haas G00 Movimiento de posición rápidaG01 Movimiento de interpolación lineal O Movimiento lineal, chaflán y redondeo de esquinas: ModalG02 Movimiento de interpolación de circulación CW: ModalG03 Movim
Ciclo de refrentado de una pasada Fanuc G94 El código Fanuc G94 G se utiliza para el revestimiento rugoso. El ciclo de refrentado Fanuc G94 se usa para refrentado simple (refrentado de una sola pasada), sin embargo, se pueden realizar varias pasadas especificando la ubicación del eje Z de las pasa

Orientación del eje M19 M19 Orientación del husillo. El código M M19 detiene el husillo en una posición de ángulo definida. Uso de la orientación del eje La orientación del husillo se usa normalmente para la operación de fresado (herramientas en vivo) en una máquina de torno cnc. El husillo princ
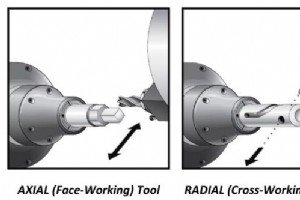
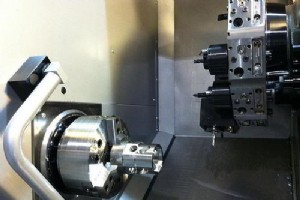
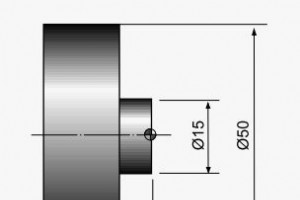
Definición de herramientas vivas de torno CNC La opción de herramientas motorizadas de torno cnc le permite accionar herramientas de accionamiento axial o radial para realizar operaciones secundarias como taladrado o roscado, tanto en la cara de la pieza como alrededor del diámetro. El husillo prin
Programación de torno de herramientas en vivo Este es un ejemplo de programación de torno con herramientas motorizadas que muestra el uso de herramientas accionadas (herramientas motorizadas) y la orientación del husillo en una máquina de torno cnc Haas. Para obtener una breve introducción de las
Programación de torno de herramientas en vivo Este es un ejemplo de programación de torno con herramientas motorizadas que muestra el uso de herramientas accionadas (herramientas motorizadas) y la orientación del husillo en una máquina de torno cnc Haas. Para obtener una breve introducción de las

Programación de torno de herramientas en vivo con eje C Este es un ejemplo de programación de torno con herramientas motorizadas que muestra el uso de herramientas accionadas (herramientas motorizadas) y el eje C en una máquina de torno cnc Haas. Para obtener una breve introducción de las herramie
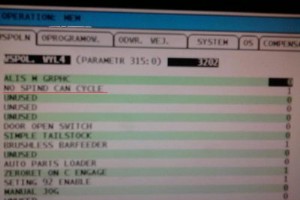
Ciclos CNC Haas G81, G82, G83, G85, G89, G95 con herramientas motorizadas Antes de utilizar ciclos fijos G81, G82, G83, G85, G89, G95 con herramientas vivas frontales o axiales debe asegurarse de que los parámetros 315 bit 1 (SIN CICLO DE PUEDE EL HUSILLO) están configurados correctamente. Parámet
CNC G01 A… Programación de ángulos Al utilizar G1 (G01) instrucciones de código G así como las coordenadas de fin de movimiento X y/o Z, además de radios (G01 R…) o chaflanes (G01 C…) en puntos finales, el programador puede indicar el ángulo de movimiento (G01 A…). Para obtener una breve descripc
Avance por revolución (G95) G95 Avance por revolución G95 (Avance por revolución) es un código G modal que indica al control que interprete los comandos de avance como mm por revolución (mm/rev) o pulgadas por revolución del husillo. G01 F0.02 el código de programa CNC anterior haría que el eje

Alimentación por minuto (G94) El código G G94 es un código G modal. G94 indica al control que interprete los comandos de alimentación como pulgadas/minuto o mm/minuto para movimientos lineales. grados/minuto para movimientos giratorios. pulgadas/minuto o mm/minuto para una combinación de movimient
máquina CNC